Choosing the right wire stripping machine determines the efficiency, yield rate, and compliance status of your entire wire harness production line. However, with equipment ranging from manual bench tools to fully automatic servo-driven systems, the selection decision involves more variables than the purchase price alone. This guide provides a verified, engineering-focused framework — backed by market data, IPC standards, and production benchmarks — to help engineers and procurement managers select equipment that fits their exact wire type, volume, and compliance requirement.
The Market Context: Why This Decision Has More Weight in 2026
Industry Growth Is Raising the Stakes
The global wire processing equipment market is forecast to grow from $682.93 million in 2026 to $1,124.59 million by 2035, representing a 5.7% CAGR. [Source: Infinitive Data Research] This growth reflects a structural shift — not just higher production volume — from manual benchtop operations to automated, precision-driven manufacturing lines.
Three forces are driving this transition in 2026:
- Labor cost pressure — rising wages globally make manual wire processing unviable for high-volume production
- IPC/WHMA-A-620 Class 3 adoption — zero conductor strand damage requirements have effectively eliminated manual stripping from aerospace, medical, and automotive harness lines [Source: YourPCB]
- Material complexity — PTFE, Kapton, and XLPE insulation now standard in EV and aerospace wiring require blade geometry and cutting force that older equipment cannot deliver [Source: ResearchGate]
The automatic wire stripping machine segment was valued at approximately $1.2 billion in 2023 and is projected to reach $2.4 billion by 2032 at ~9% CAGR. [Source: Dataintelo]
Manual vs. Automatic vs. Semi-Automatic: The Decision Framework
Performance and Cost at Three Automation Levels
The table below maps the operational differences across all three automation levels. [Source: Tonful Electric, tonful.com/manual-vs-automatic-wire-strippers-industrial-comparison/]
| Factor | Manual | Semi-Automatic | Fully Automatic |
|---|---|---|---|
| Labor cost/hour | $15–25 | $8–12 | $3–5 |
| Precision | ±0.3mm | ±0.1mm | ±0.02mm |
| Throughput/hour | 50–100 pcs | 200–500 pcs | 600–3,000 pcs |
| Changeover time | 15–30 min | 10–20 min | 1–3 min |
| IPC Class 3 capable | No | Partial | Yes |
| Conductor damage rate | 3–8% | 1–3% | <1% |
The Annual Cost Gap at 3,000 Units/Day
At a production volume of 3,000 wire segments per day, the annual cost model reveals a gap that justifies equipment investment within weeks.
| Cost Item | Manual (Annual) | Automatic (Annual) |
|---|---|---|
| Equipment depreciation | $30–50 | $1,000–2,000 |
| Labor cost | $75,000 | $6,250 |
| Quality defect losses | $7,500 | $750 |
| Maintenance / calibration | $200 | $1,200 |
| Training | $1,500 | $800 |
| Energy consumption | $0 | $480 |
| Total annual cost | $84,230 | $11,480 |
Per-unit saving: $0.097/wire segment. Annual saving: $72,750. Payback period: 6–9 weeks.
Manual stripping cannot reliably meet IPC Class 3 standards because human consistency cannot be guaranteed at a microscopic level. Additionally, as fatigue increases over a shift, precision drops progressively. Therefore, high-reliability sectors — aerospace, medical devices, NEV battery harnesses — require fully automatic equipment as a baseline, not an upgrade.
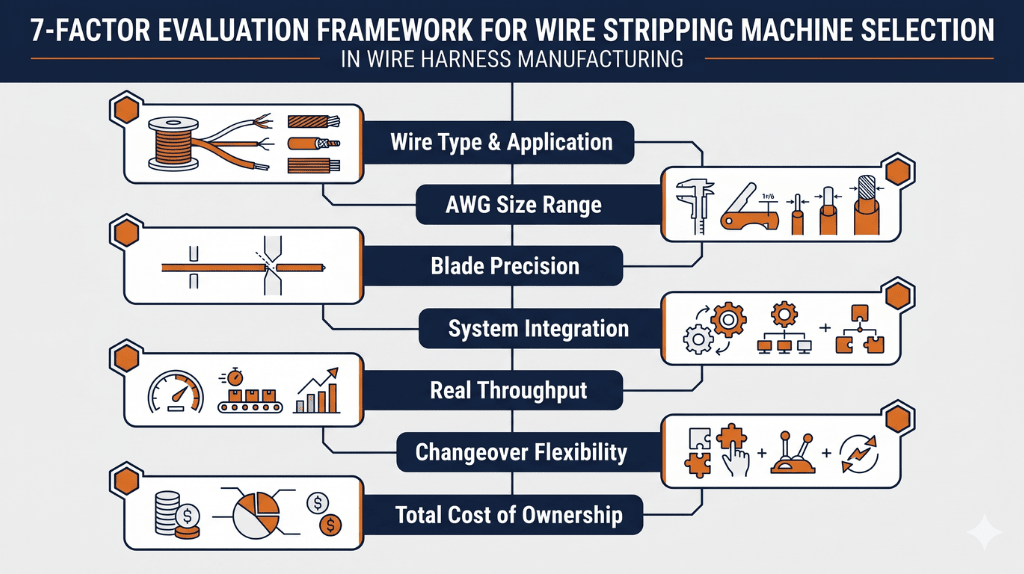
The 7 Critical Factors for Selecting a Wire Stripping Machine
Factor 1: Wire Type and Application Range
The first specification to evaluate is the machine's compatibility with your specific wire and cable construction. A machine optimized for standard PVC hook-up wire will fail when processing rigid multi-conductor industrial cables or delicate micro-coaxial wires.
Insulation material determines blade geometry and cutting force requirements:
- PVC / XLPE / standard Teflon — standard V-blade configuration, suitable for automotive and industrial harness lines
- PTFE / Kapton / fiberglass-braided — requires specialized blade geometry and higher cutting force; PTFE's high tensile strength and low-friction surface demand depth-controlled blade systems to prevent jacket tearing [Source: Greater Wire, greaterwire.com/news/how-to-strip-ptfe-wire-without-damaging-it-85228516.html]
- Coaxial and RF cable — mandatory use of rotary coaxial stripping equipment with multi-layer programmable depth control; standard V-blade machines cannot differentiate between outer jacket, shielding braid, dielectric, and inner conductor
- Sheathed multi-core cable — requires a two-stage stripping workflow: outer jacket removal followed by inner conductor stripping, in a single automated operation
Factor 2: Processing Size Range (AWG Coverage)
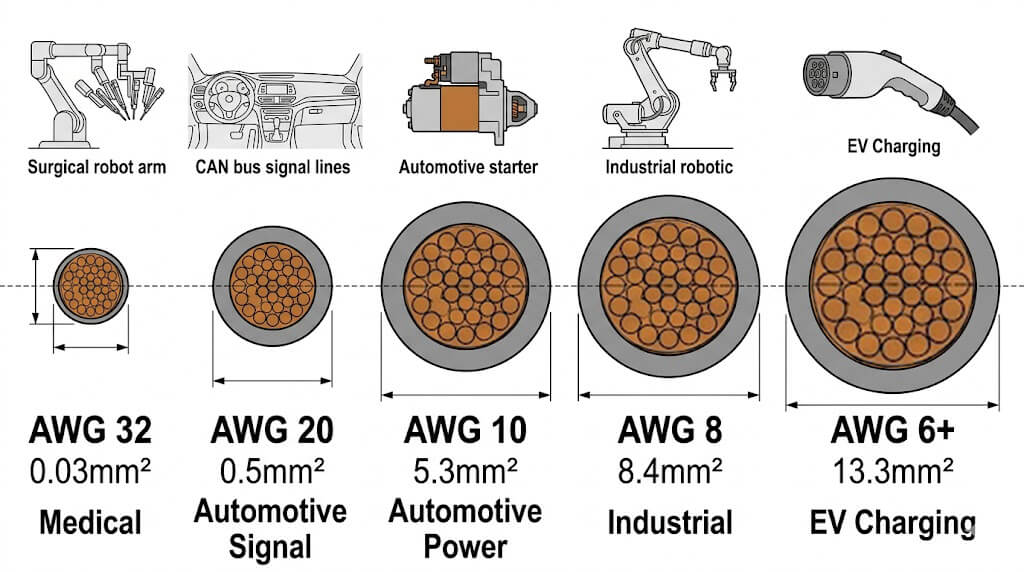
A machine's feeding rollers, blade blocks, and motor torque are engineered for specific size ranges. Operating outside these parameters causes quality failures and premature blade wear.
| Wire Gauge | Conductor Size | Typical Application | Machine Requirement |
|---|---|---|---|
| AWG 32–30 | 0.03–0.25mm² | Medical, aerospace micro-wiring | Ultra-precision, sensitive feed |
| AWG 20–18 | 0.52–0.82mm² | Automotive signal wire | Standard precision, high speed |
| AWG 14–10 | 2.08–5.26mm² | Automotive power, industrial | Medium force, belt drive |
| AWG 6 and above | >13.3mm² | Power distribution, EV charging | High torque, rotary blade |
For facilities processing only large-diameter cable that requires precise length cutting without complex stripping, a dedicated wire cutting machine is often the correct primary tool, paired with a separate stripping unit for the termination zone.
Factor 3: Blade Precision and Blade Technology
Under IPC/WHMA-A-620 Class 3, zero conductor strand damage is permitted. A single nicked strand creates a stress riser that causes mechanical failure under vibration or reduces current-carrying capacity — a critical failure mode in aerospace and medical applications.
| Blade Type | Precision | Speed | Best Application |
|---|---|---|---|
| V-Blade | ±0.1mm | High | Standard PVC/XLPE, high-speed automotive |
| Radius (Die) Blade | ±0.05mm | Medium | IPC Class 3 aerospace, silver-plated conductor |
| Rotary Blade | ±0.02mm | Medium-High | Coaxial, shielded, PTFE, Kapton |
Servo-driven blade blocks are required for Class 3 compliance. Stepper motors offer acceptable accuracy; however, closed-loop AC servo motors deliver the absolute positional repeatability that Class 3 demands across 10,000+ consecutive cycles. When evaluating a high-speed wire stripping machine, always verify the blade actuation mechanism, not just the stated tolerance figure.
Factor 4: Pre- and Post-Processing Integration
A wire stripping machine does not operate independently. It is part of a production cell, and the quality of the stripped wire depends on what happens before and after the stripping operation.
Pre-processing — pulling wire directly from a heavy spool using the machine's internal feed rollers creates variable tension. That tension stretches the wire slightly during cutting, making cut lengths inconsistent when the wire relaxes. The correct solution is to integrate motorized pre-feeders and pay-offs, which create a tension-free accumulator loop before the wire enters the machine.
Post-processing — after stripping, the production cell may require:
- Inline quality inspection systems using optical sensors or cameras to verify strip length and detect stray strands
- Automated heat shrink tube application modules for environmental protection
- Direct handoff to terminal crimping machines, where exact strip length must be maintained across different batches for a compliant mechanical and electrical crimp
Factor 5: Real Throughput vs. Transport Speed
A common evaluation error is confusing transport speed (meters per minute) with actual production throughput (pieces per hour). Real throughput is determined by index time — the time the machine uses to stop the wire, actuate the blades, complete the strip, open the blades, and restart the feed.
For short wires (e.g., 50mm jumper segments), a machine with slower transport speed but faster blade actuation produces more pieces per hour than a faster transport machine with heavy, slow-moving blade blocks. Therefore, always request a sample production trial using your specific wire lengths and types before purchasing.
Fully automatic equipment delivers a 10–17× speed increase compared to manual processing while maintaining a conductor damage rate below 1%. [Source: Tonful Electric, tonful.com] When evaluating a cut-and-strip machine, prioritize index time and blade response speed over listed transport speed.
Factor 6: Changeover Time and Production Flexibility
High-mix, low-volume (HMLV) production is now the standard in automotive and industrial harness manufacturing. In this environment, changeover time — the interval between running an AWG 18 wire and switching to AWG 24 — is a direct production capacity metric.
Older machines require Allen wrenches, physical blade block swaps, and manual feed roller adjustment. That process takes 15–30 minutes per changeover. At four changeovers per shift, the production loss is up to two hours daily.
Modern equipment features tool-free changeover with programmable memory that automatically adjusts roller pressure, blade depth, and strip length at the push of a button. Facilities upgrading to these systems report 60–80% reduction in changeover time. This is especially critical when the stripped wire feeds directly into a terminal crimping station where strip length consistency is a crimp quality control parameter.
Factor 7: Total Cost of Ownership (TCO)
The purchase price is one input in the financial decision. The complete TCO calculation determines the actual return on investment.
ROI formula:
Machine Cost ÷ Annual Labor Saving = Payback Period
Example: A $25,000 automatic machine against $72,750 annual labor saving = 0.34 years — the machine pays for itself in approximately four months through labor reduction alone, before accounting for scrap reduction and quality chargebacks eliminated. [Source: Tonful Electric, tonful.com]
Additional TCO factors to evaluate:
- Blade consumable cost — confirm cost per blade set and rated cycle lifespan for your insulation material; abrasive materials like fiberglass exhaust blades significantly faster than soft PVC
- Maintenance requirements — proprietary lubricants, replacement belts, and service availability in your region
- Integration compatibility — partnering with a manufacturer offering complete wire harness turnkey solutions lowers long-term TCO by ensuring synchronized communication between pre-feeder, stripper, and crimper, reducing wear from unsynchronized equipment
Industry-Specific Selection Requirements
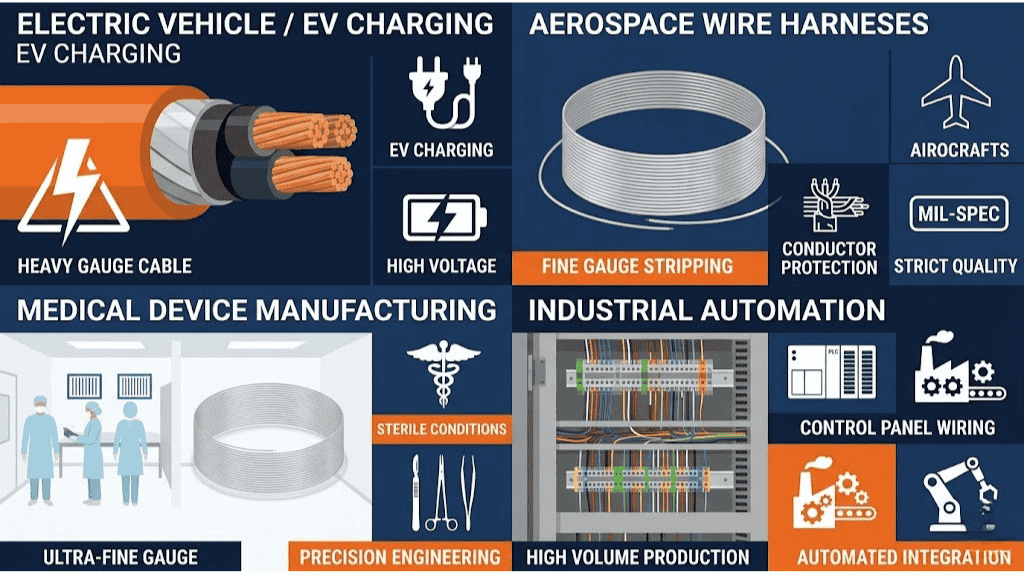
Different manufacturing sectors impose unique demands. Matching equipment capability to industry-specific standards is not optional — it is a procurement qualification requirement.
EV and Charging Infrastructure
EV harness lines require processing heavy-gauge power cable (AWG 8–2) alongside small-gauge communication wire. Additionally, IPC Class 3 compliance is mandatory for high-voltage safety circuits. Machines must feature high-torque servo drives and heavy-duty cutting heads capable of penetrating thick weather-resistant jackets without damaging heavy copper stranding beneath.
Medical Device Manufacturing
Medical electronics use ultra-fine wire (AWG 30–18) with biocompatible insulation materials including medical-grade silicone and PTFE. Equipment must provide ultra-low friction feed belts to prevent contamination, compatibility with USP Class VI materials, and full data logging for traceability.
Aerospace Wire Harness
Aerospace applications tolerate zero error margin. A single nicked conductor strand can cause system failure or ground an aircraft. Requirements include MIL-SPEC and AS9100 compliance, programmable rotary or radius die blade penetration, and mandatory vision inspection integration to produce documented zero-strand-damage evidence.
Industrial Control and Automation
Industrial control panels and PLC wiring require durable, cost-efficient equipment running continuously across AWG 22–6. The priority is machine durability, 24/7 operational capability, and fast changeover between wire colors and gauges within a single shift.
IPC/WHMA-A-620F Compliance: What Your Stripping Process Must Achieve
IPC/WHMA-A-620F (2025 edition) defines the acceptance criteria for wire preparation in harness manufacturing. Class 3 is the binding standard for aerospace, medical, and high-reliability automotive applications.
| Damage Type | Class 1 (General) | Class 2 (Dedicated) | Class 3 (High-Reliability) |
|---|---|---|---|
| Broken strands | Functional only | ≤10% of strands | Zero tolerance |
| Insulation nicks | Generally acceptable | Minor acceptable | None near strip zone |
| Automation requirement | Optional | Recommended | Mandatory for compliance |
Inspection magnification by AWG:
- ≥14 AWG (>1.63mm): Visual inspection
- 14–22 AWG (0.64–1.63mm): 1.5×–3× magnification
- 22–26 AWG (0.40–0.64mm): 3×–7.5× magnification
- ≤26 AWG (<0.40mm): 7.5×–10× magnification
- All classes: minimum illumination 1,000 lux
8 Questions to Ask Before Purchasing
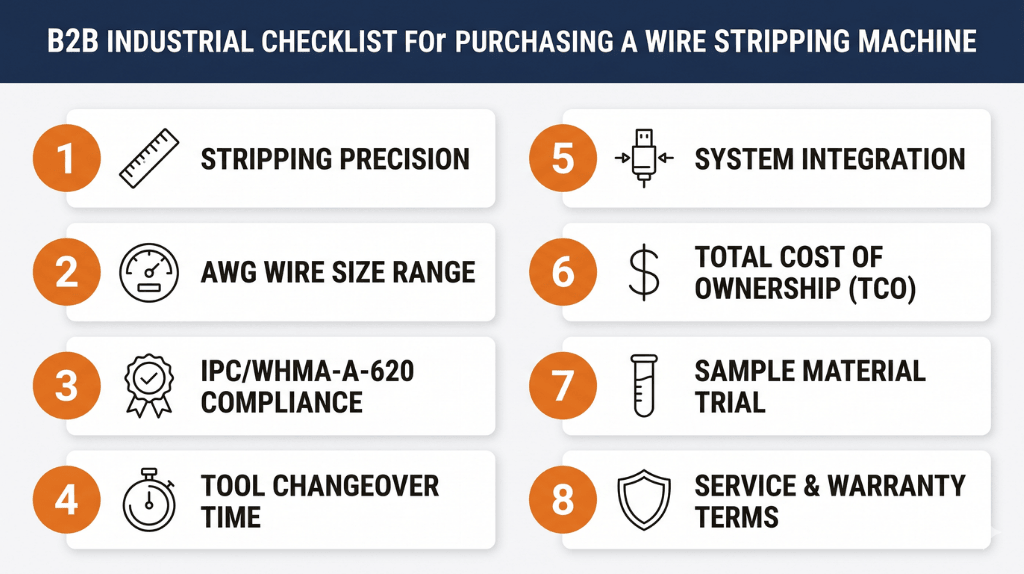
- What is the certified repeatability across 10,000 consecutive cycles? A machine may achieve ±0.05mm tolerance once; ask for statistical process control (SPC) data confirming it repeats that tolerance consistently.
- What is the AWG range — both minimum and maximum? Confirm the machine handles your extremes comfortably, not at its absolute mechanical limit.
- Does it meet IPC/WHMA-A-620 Class 3? Request documented case studies or test reports showing zero conductor strand damage on your wire type.
- What is the demonstrated tool-free changeover time? Ask the manufacturer to demonstrate switching from your largest wire to your smallest, including blade and guide changes, on video.
- What pre- and post-processing options are available? Confirm standard communication protocols for integration with pre-feeders, inkjet printers, and automated stackers.
- What is the full TCO including blades and maintenance? Request a breakdown of consumable costs and blade lifespan in cycles for your specific insulation material.
- Can you run a sample trial with my actual wires? Send your most complex wire specification to the manufacturer. Request video of the machine processing it and return of finished samples for inspection.
- What is the warranty period and local service response time? Verify both the warranty length (12 vs. 24 months) and spare parts availability in your region. Machine downtime halts production.
Sedeke Wire Stripping Machine Range
Sedeke manufactures fully automatic wire cutting and stripping machines and dedicated wire stripping machines for the full range of wire harness production requirements. Equipment specifications at a glance:
| Model | Wire Range | Application | Key Specification |
|---|---|---|---|
| UniStrip 2018E | 0.3–4mm² | Low-volume / bench | Electric, partial strip |
| ESC-BX6 | 0.03–0.52mm² (AWG#32–20) | Ultra-fine, NEV sensor wire | 90 pcs/min, 0.05mm pressure gap |
| ESC-BX30 | 0.75–30mm² | Standard automotive harness | Belt feed, no embossing |
| ESC-BX30S | 4–30mm² sheathed | Multi-core sheathed cable | 2,300 pcs/hr, 16-roller drive |
| ESC-BX120 | 6–120mm² | Medium/large industrial cable | 7-inch touch screen |
| ESC-BX30R | 0.75–30mm² Φ4–18mm | Rotary, large cable | ≤0.002×L tolerance |
| ESC-BX300R | 30–300mm² Φ15–50mm | Power/EV charging cable | 10-inch touch screen |
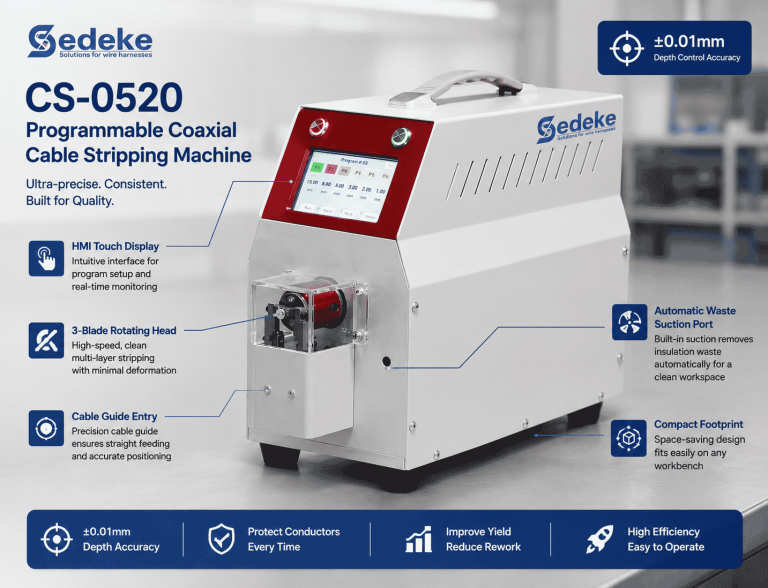
| CS-5515 | Φ1.5–15mm coaxial | RF / FAKRA / aerospace coaxial | 10 layers, 99 programs |
| CS-4855 | Coaxial / FAKRA | Automotive RF | Centering blade, 0.01mm |
For an overview of the production environments where Sedeke equipment operates, see the Sedeke factory and application gallery. For complete wire harness turnkey solutions combining stripping, pre-feeding, crimping, and inspection in a single synchronized line, contact the Sedeke technical team directly.
Conclusion: Match the Machine to the Wire, Volume, and Standard
The right wire stripping machine is determined by three variables in sequence. First, identify the wire type and cross-section range. Second, confirm the production volume requirement. Third, verify the applicable compliance standard.
For ultra-fine wire at high volume, the ESC-BX6 addresses the gauge range where manual stripping creates the highest Class 3 conductor damage risk. For sheathed multi-core cable, the ESC-BX30S eliminates the two-stage manual workflow. For large-diameter power cable, the ESC-BXR Series provides the rotary cutting consistency that straight-blade machines cannot maintain. For coaxial and PTFE aerospace cable, the CS-5515 and CS-4855 deliver the layer differentiation and depth control each application requires.
If your current stripping method generates conductor damage rates above 1%, dimensional inconsistency at fine gauges, or IPC Class 3 failures, the equipment selection — not the operator — is the root cause.
📩 Contact Sedeke: [email protected]
🔗 Full wire stripping range: sedekegroup.com/product-category/wire-stripping/
FAQs
Q1: What is the difference between a manual and automatic wire stripping machine?
Manual stripping produces 50–100 pcs/hr with ±0.3mm accuracy and conductor damage of 3–8%. Fully automatic machines produce 600–3,000 pcs/hr with ±0.02mm accuracy and conductor damage below 1%. [Source: Tonful Electric, tonful.com] At 3,000 units/day, annual cost drops from $84,230 (manual) to $11,480 (automatic), with a payback period of 6–9 weeks.
Q2: What is the best wire stripping machine for ultra-fine wire harness production?
For AWG#32–20 (0.03–0.52mm²), the Sedeke ESC-BX6 is the appropriate machine. Its 0.05mm pressure gap prevents sheath embossing at fine gauges. At this gauge range, manual stripping produces the highest conductor nicking risk — which IPC/WHMA-A-620F Class 3 classifies as a zero-tolerance defect.
Q3: What is IPC/WHMA-A-620 Class 3 wire stripping?
IPC/WHMA-A-620F Class 3 designates high-reliability products — aerospace, medical, military — where zero conductor strands may be cut, nicked, or damaged during insulation removal. Additionally, Class 3 requires inspection at 7.5×–10× magnification for wire gauges ≤26 AWG, with minimum 1,000 lux illumination.
Q4: When should I choose a rotary blade over a V-blade?
Choose a V-blade for standard PVC, XLPE, or Teflon single-core wire where high-speed production is the priority. Choose a rotary blade for coaxial cables, shielded cables, or tough insulations like PTFE or Kapton — where the blade must cut 360° through the jacket without applying tearing force to the inner layers. [Source: Greater Wire]
Q5: What is the payback period for an automatic wire stripping machine?
Based on average labor savings of $72,750 per year per operator, a $25,000 machine pays for itself in approximately four months. [Source: This calculation does not include the additional savings from reduced scrap material and eliminated quality chargebacks.