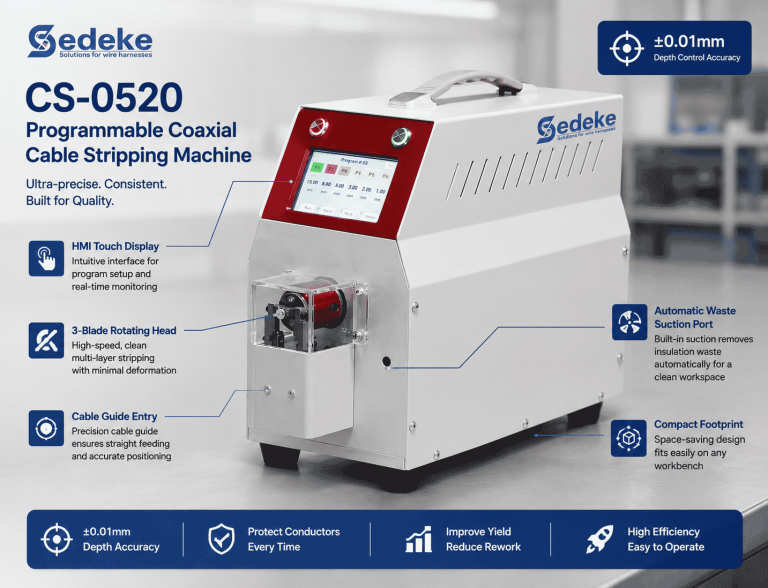
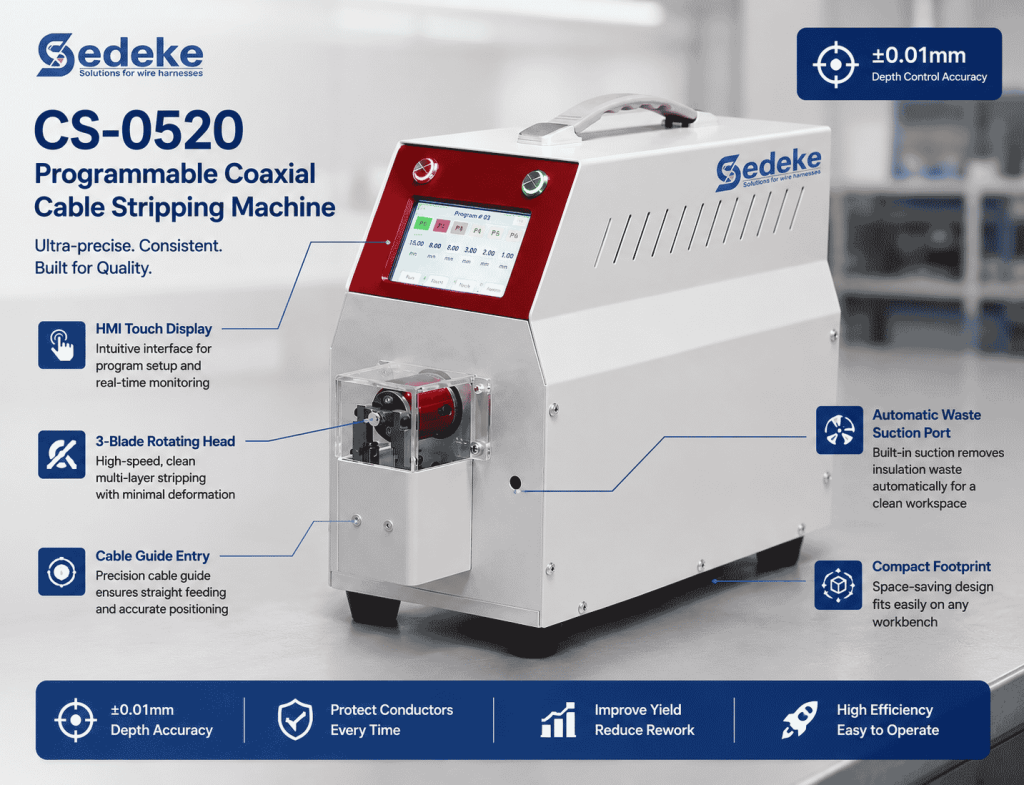
A production line stripping 0.8mm coaxial cable for automotive camera harness assemblies runs a 12% conductor damage rate. The root cause is not operator technique. It is a fixed-blade stripper with no depth feedback — where the blade travel distance is mechanically fixed and cannot compensate for coaxial cable diameter variation across a reel. Sedeke's CS-0520 is a semi-automatic coaxial cable stripping machine built for telecommunications, medical device, and automotive wire harness manufacturers processing multi-layer coaxial structures from 0.4mm to 1.8mm diameter — delivering ±0.01mm stripping depth and length precision through a 5μm magnetic encoder-controlled lead screw drive, with 6-layer capability and 99-program storage for high-mix production lines.
Why Coaxial Cable Demands Different Stripping Geometry
Coaxial cable is not a single-layer insulation problem. A standard RF or automotive coaxial cable contains up to six distinct layers: outer jacket, shielding braid, foil shield, dielectric, inner insulation, and center conductor. Each layer has a different wall thickness, material hardness, and allowable damage tolerance. Therefore, a stripping operation must cut through each layer to a precise depth — stopping at the layer boundary without penetrating the conductor beneath.
Standard fixed-blade wire strippers are designed for single-layer or two-layer insulation. They cannot reliably differentiate between a 0.15mm dielectric wall and a 0.3mm outer jacket on the same cable. As a result, the blade depth that cleanly removes the outer jacket will over-penetrate the dielectric — scoring or nicking the center conductor. On fine coaxial cable below 1.0mm diameter, even a 0.05mm blade over-travel produces conductor damage that increases attenuation and fails RF signal integrity testing.
The consequence in production is not just scrap. In medical device cable assemblies processed under ISO 13485 quality requirements, a single nicked conductor on a sensor cable creates a latent failure that may not appear until in-service stress testing — at which point the entire batch is suspect. In automotive camera and radar harness applications, conductor damage on coaxial signal cable degrades impedance consistency, causing signal integrity failures that are difficult to trace back to the stripping station without per-unit traceability data.
How ±0.015mm Depth Control Changes the Physics
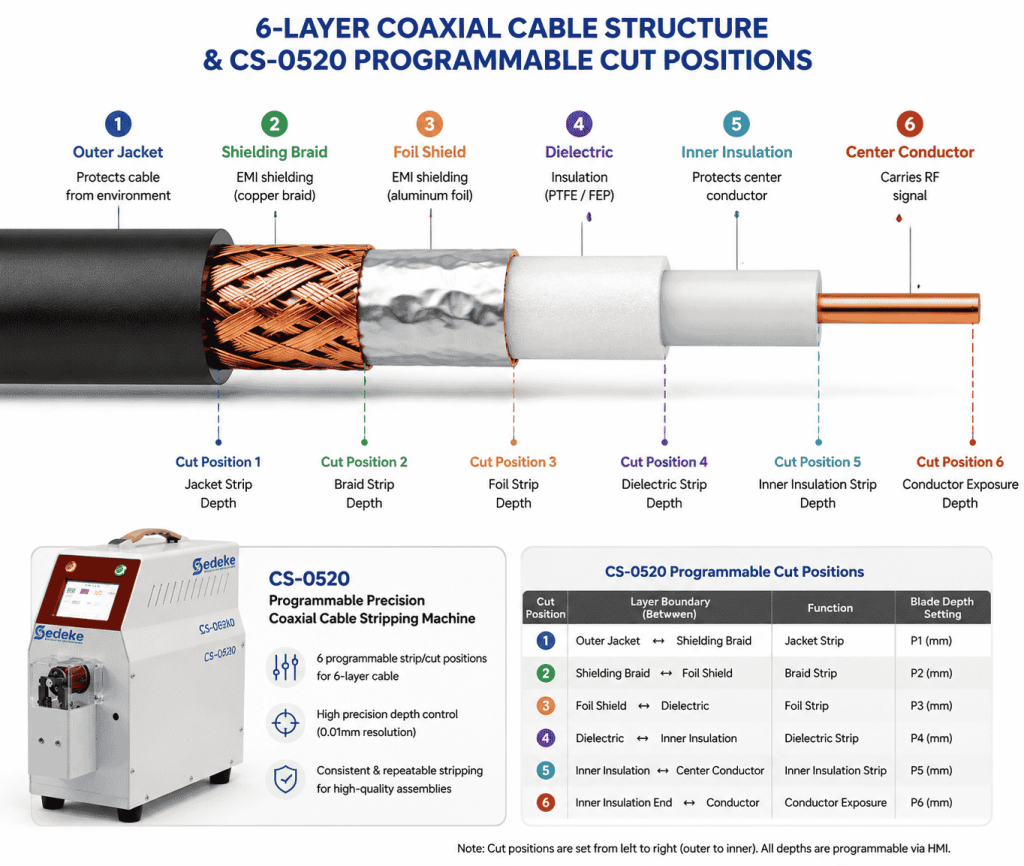
The CS-0520 controls blade travel depth and stripping length in 0.01mm increments via a lead screw motor drive with a 5μm magnetic encoder feedback system. This means the blade stops at a programmed depth — not at a mechanical hard stop — and the control system verifies position before completing the cut cycle. As a result, the operator programs the exact depth for each coaxial layer, and the machine repeats that depth consistently across every cycle in the production run.
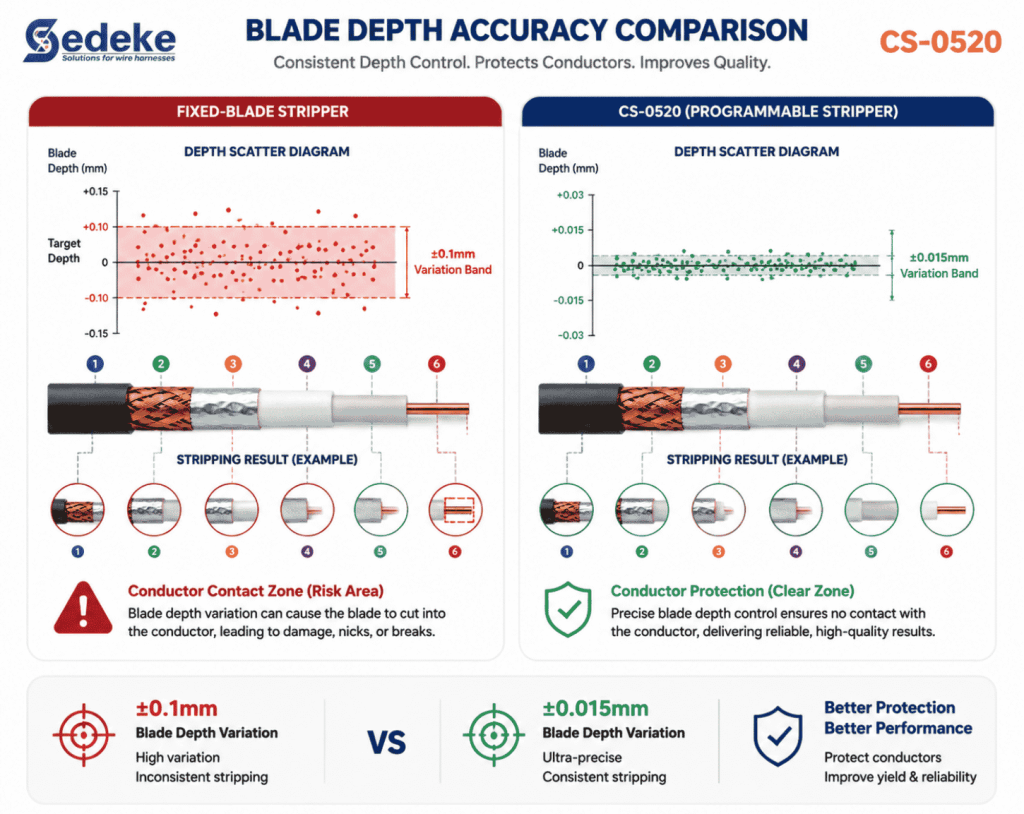
In practical terms: on a 0.8mm coaxial cable with a 0.12mm outer jacket wall, the operator programs blade depth to 0.11mm — 0.01mm short of the conductor surface — and the CS-0520 holds that depth within ±0.01mm across 1,000 consecutive cuts. A standard fixed-blade stripper on the same cable produces depth variation of ±0.1mm or more, depending on blade wear and cable diameter tolerance — making consistent layer-by-layer stripping on fine coaxial structures mechanically impossible without active depth feedback.
The 3-blade rotating head design reinforces this precision. Three rotary blades orbit the cable circumference simultaneously, producing a balanced cutting force that prevents the cable from deflecting laterally during the cut. Three wire-guard blades hold the conductor stable at the cutting zone. Together, these six blade elements maintain consistent cut geometry on fine cable structures where a single-blade design would introduce asymmetric cutting force and depth variation.
CS-0520: Full Specification Reference
| Parameter | CS-0520 Value | Industry Baseline | Application Relevance |
|---|---|---|---|
| Wire diameter range | 0.4–1.8mm | Typically 0.5mm+ on standard strippers | Covers ultra-fine coaxial down to 0.4mm (medical, RF) |
| Max. stripping layers | 6 layers | 1–2 layers on standard strippers | Handles full coaxial stack: jacket / braid / foil / dielectric / inner insulation / conductor |
| Stripping depth resolution | 0.01mm | Mechanically fixed on standard models | Prevents conductor nicking on thin-wall dielectric layers |
| Stripping length resolution | 0.01mm | ±0.5mm typical on standard models | Precise exposed length for connector termination |
| Encoder system | 5μm magnetic encoder | No encoder on standard fixed-blade strippers | Active depth feedback — not mechanical hard stop |
| Program storage | 99 programs | None / manual re-entry | Fast changeover on high-mix coaxial cable lines |
| Blade configuration | 3 rotary + 3 wire-guard blades | 1–2 blades typical | Balanced cutting force, extended blade life |
| Drive system | Lead screw motor | Cam or spring-return mechanism | Consistent blade travel speed across all cycles |
| Production output | 750–1,150 pcs/hr | Varies; typically lower on manual depth-set machines | Maintains precision at production speed |
| Waste handling | Automatic suction collection | Manual debris clearing | Keeps workstation clean during continuous runs |
| Dimensions / Weight | 310×140×280mm / 18kg | — | Compact — integrates with inline feeding equipment |
| Power | AC 220V/110V, 300W | — | Standard facility power, no dedicated supply required |
For production lines requiring coaxial cable stripping alongside other wire harness operations, the CS-0520 integrates with Sedeke's coaxial stripping equipment range as a semi-automatic station compatible with upstream automatic feeding equipment.
What 99-Program Storage Means on a High-Mix Line
A medical device cable manufacturer processing 15 different coaxial cable specifications per shift faces a recurring problem with standard strippers: every cable type requires manual blade depth re-entry, test cuts, measurement, and adjustment before production can resume. At 20–30 minutes per changeover across 5–8 model changes per shift, changeover time consumes a significant portion of available production capacity.
The CS-0520's 99-program memory stores complete parameter sets — stripping depth, stripping length, and layer sequence — per cable specification. A changeover from one coaxial cable type to another requires only program recall from the HMI. In production, this means the operator selects the cable specification number, confirms the parameter load, and runs a single verification strip before full production restart — a process that typically completes in under 2 minutes, compared to 20–30 minutes for manual re-entry and test-cut verification.
For IATF16949 or ISO 13485 process control purposes, program recall also eliminates operator-to-operator parameter variation. When stripping depth is stored as a verified program rather than re-entered manually each shift, the process parameter is consistent regardless of which operator runs the machine. Therefore, production records show a stable, repeatable process — not a process that varies with operator experience.
Industry Applications and Layer Configurations

The CS-0520's 6-layer capability covers the full range of coaxial cable structures encountered in automotive, medical, and telecommunications harness production.
Automotive camera and radar harness (FAKRA / HSD connectors):
Automotive coaxial cables for camera, radar, and LiDAR systems typically run 0.5–1.2mm diameter with 3–4 layer construction. Impedance consistency at the termination zone requires precise dielectric exposure length — where ±0.5mm variation produces measurable impedance deviation. The CS-0520's ±0.01mm length control delivers the termination geometry that RF connector manufacturers specify for FAKRA and HSD assembly.
Medical device sensor and imaging cable:
Ultrasound probe cables and surgical instrument cables typically run 0.4–0.8mm coaxial with thin-wall dielectric construction. Per ISO 13485 quality management requirements, conductor damage at the stripping zone constitutes a process non-conformance requiring batch quarantine. The CS-0520's depth-controlled rotary blade system is designed to deliver damage-free conductor surfaces on fine-diameter medical coaxial structures.
Telecommunications and RF assembly:
RF cable assemblies for antenna, base station, and test equipment applications require consistent center conductor exposure for solder or crimp termination. The CS-0520's 6-layer capability handles semi-rigid and flexible coaxial constructions commonly used in RF harness production.
FAQ
Q1: How does ±0.01mm depth resolution prevent conductor damage on multi-layer coaxial cable?
Conductor damage on coaxial cable occurs when the blade penetrates beyond the target layer boundary and contacts the conductor surface or strands beneath. On a 0.8mm coaxial cable with a 0.12mm dielectric wall, the difference between a clean dielectric cut and a conductor nick is approximately 0.05–0.10mm of blade over-travel. A standard fixed-blade stripper with no depth feedback cannot reliably hold blade position within this window across a production run — blade wear, cable diameter variation, and operator loading force all contribute to depth scatter. The CS-0520's 5μm magnetic encoder detects blade position in 0.005mm increments and halts the cut cycle at the programmed depth, preventing the over-travel that causes conductor damage. In production, this means the depth tolerance is a machine-controlled parameter, not an operator skill variable — and conductor damage rate drops accordingly.
Q2: Can the CS-0520 strip all 6 layers in a single operation, or does each layer require a separate cycle?
The CS-0520 strips up to 6 layers in a single operation — the operator programs the depth and length for each layer in the processing program, and the machine executes the full layer sequence in one cycle. This is the critical functional difference between the CS-0520 and a standard single-depth stripper that requires the operator to manually re-set depth between layers. For a 4-layer coaxial cable requiring outer jacket removal, braid trim, foil cut, and dielectric strip, the CS-0520 completes all four operations in a single cable placement — maintaining consistent positioning across all layers. The 99-program memory stores the complete layer sequence per cable specification, so a high-mix line running multiple coaxial cable types does not require re-programming between cable types.
Q3: What is the practical throughput difference between the CS-0520 and manual coaxial stripping on a production floor?
The CS-0520 delivers 750–1,150 pcs/hour depending on cable type and layer count. Manual coaxial stripping by a skilled operator on a standard bench stripper typically produces 150–300 pcs/hour on multi-layer coaxial structures — and at significantly lower depth consistency. Therefore, the CS-0520 provides approximately a 3–5× throughput improvement over manual stripping on equivalent cable specifications, in addition to the precision and consistency advantages. For a production line currently running manual coaxial stripping on a 2-shift schedule, transitioning to CS-0520 typically recovers one operator position per machine installation — with simultaneous improvement in yield rate and process consistency.
Q4: How does the CS-0520 integrate with automatic feeding equipment for semi-automated line operation?
The CS-0520's compact 310×140×280mm footprint and 18kg weight are designed for inline mounting with upstream automatic feeding equipment. The machine accepts cable from an automatic pre-feeder that advances the cable to the correct position for each stripping cycle. In semi-automatic operation, the operator places the cable in the guide, initiates the stripping cycle via the foot switch or HMI, and removes the stripped cable for downstream processing. For higher-volume applications, the CS-0520 can be configured with an automatic feeder to reduce manual handling at the loading step. Sedeke's application engineering team can recommend compatible feeding equipment based on your cable diameter range and production volume requirement.
Q5: What blade replacement interval should be expected on fine coaxial cable production?
Blade service life on the CS-0520 depends on cable insulation material, stripping layer count, and daily production volume. The 3-blade rotating head design distributes cutting wear across three blade edges simultaneously — extending total blade service life compared to single-blade fixed strippers where all cutting force concentrates on one edge. The wire-guard blades protect the conductor during the cut cycle and do not contact the insulation material directly, so their replacement interval is longer than the rotary cutting blades. There is no fixed replacement cycle applicable across all cable specifications — Sedeke recommends establishing a blade inspection interval during the initial production trial period based on observed blade edge condition, and adjusting replacement frequency accordingly. For fine-diameter medical cable applications where conductor surface finish is a quality requirement, more frequent blade inspection is advisable.

If your coaxial cable stripping line is producing conductor damage or inconsistent layer exposure, the CS-0520 is available for a stripping trial using your own cable sample. Send your coaxial cable specification — diameter, layer count, and target stripping length — to Sedeke's application engineering team, and a trial will be configured to your exact cable parameters. Contact [email protected] or WhatsApp +86 13298326899, or review full technical specifications on the CS-0520 product page.