A silicone-insulated 120 mm² NEV battery cable enters a V-blade stripping station. The blade closes, the elastic insulation compresses laterally instead of shearing, and the cutting edge contacts the conductor strands. At 10,000 pieces per shift, that sequence produces approximately 3,000 damaged cables before the shift ends. Sedeke's ESC-BXR is a patent-protected rotary wire stripping machine built specifically for silicone rubber and polyurethane (PU) insulation cable — covering 0.75 mm² signal wire through 300 mm² high-voltage NEV battery cable — and is designed to bring yield rate from 70% to 98% on the material types that V-blade equipment cannot process cleanly. This article is written for production engineers and procurement managers who have already adjusted V-blade depth settings and are still running yield below 75%.
Why V-Blade Stripping Fails on Special Insulation
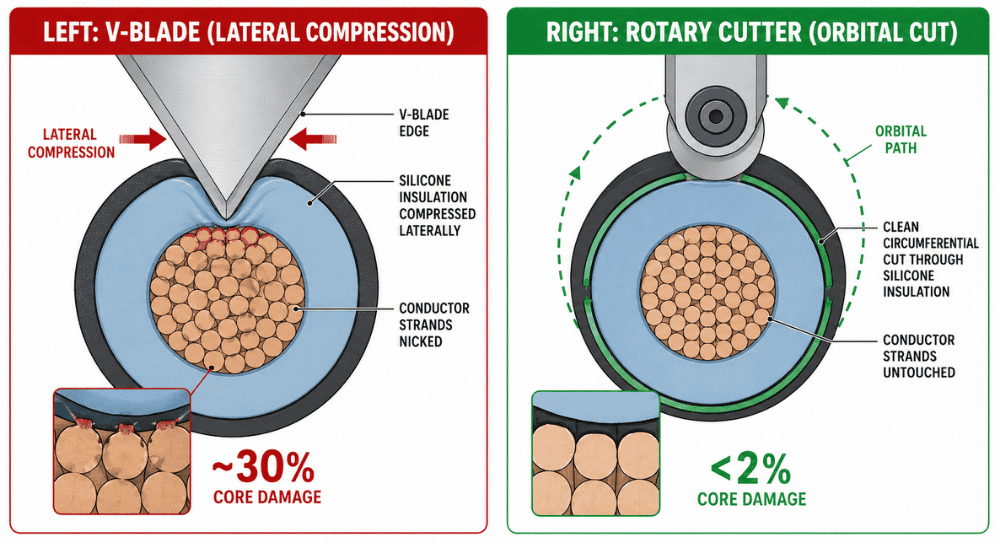
Silicone rubber and polyurethane insulation share a mechanical property that makes them fundamentally incompatible with V-blade stripping: high elastic deformation under radial compression. When a V-blade closes on standard PVC insulation, the blade shears through a relatively rigid material. However, when the same blade closes on silicone rubber, the material compresses and deforms laterally before the blade penetrates — then partially springs back after the cut.
This elastic deformation produces two failure modes at the conductor interface. First, the actual cut depth is shallower than the programmed depth, leaving a residual insulation film on the stripped zone. Second, when the blade does penetrate, it contacts the conductor strands at an oblique angle rather than a clean tangent — producing the strand nicking that IPC/WHMA-A-620 Class 3 classifies as a zero-tolerance defect.
Field data from NEV harness lines processing silicone-insulated cable with V-blade equipment typically shows core wire damage rates around 30%. Therefore, of every 10,000 stripped cables per shift, approximately 3,000 units carry conductor damage that causes downstream assembly rejection. That is not a blade calibration problem. It is a cutting geometry mismatch between the tool and the material.
How Rotary Stripping Changes the Physics
Rotary stripping replaces the V-blade pinch-and-pull sequence with a circumferential cut. The rotary cutter orbits the cable axis, scribing a clean circle through the insulation wall at a consistent radial depth. As a result, the blade never applies lateral compression to the conductor — it traces the conductor circumference without contacting it.
This geometry change matters specifically for elastic materials. Because the rotary blade approaches the insulation tangentially rather than radially, silicone rubber and PU cannot deform away from the cutting edge the way they do under V-blade pressure. The insulation is separated in a single orbital pass, producing a clean edge rather than a torn or stretched one.
The ESC-BXR achieves stripping precision of ≤ 0.002 × L across the full 0.75–300 mm² range. In practical terms: at a 100mm stripping length, maximum deviation is 0.2mm; at a 300mm stripping length, maximum deviation is 0.6mm; at 1,000mm — the ESC-BX300R's maximum front stripping length for NEV battery cable runs — maximum deviation is 2.0mm. This precision is maintained by independent servo motors controlling the rotary cutter and feed drive separately, ensuring consistent orbital depth regardless of feed speed variation.
ESC-BXR Series: Coverage That Matches Your Line
The ESC-BXR is available in three models covering 0.75 mm² to 300 mm². Each model shares the same patent-protected rotary blade architecture and ≤ 0.002 × L precision standard.
| Parameter | ESC-BX30R | ESC-BX120R | ESC-BX300R |
|---|---|---|---|
| Cross-section range | 0.75 – 30 mm² | 6 – 120 mm² | 30 – 300 mm² |
| Max. conduit diameter | Φ18mm | Φ30mm | Φ15 – 50mm |
| Front stripping length | 1 – 200mm | 1 – 300mm | 1 – 1,000mm |
| End stripping length | 1 – 100mm | 1 – 150mm | 1 – 300mm |
| Productivity | 1,500 pcs/hr | 2,000 pcs/hr | 500 – 1,000 pcs/hr |
| Cutter material | White steel / tungsten carbide (optional) | White steel / tungsten carbide (optional) | White steel / tungsten carbide (optional) |
| Insulation compatibility | Silicone, PU, PVC, XLPE — no blade changeover between materials | Silicone, PU, PVC, XLPE — no blade changeover between materials | Silicone, PU, PVC, XLPE — no blade changeover between materials |
| Stripping precision | ≤ 0.002 × L | ≤ 0.002 × L | ≤ 0.002 × L |
| Drive rollers | 16 rollers | 32 rollers | 32 rollers |
| Display | 7-inch touch screen | 7-inch touch screen | 10-inch touch screen |
| Primary application | Signal wire, sensor harness | Automotive power cable | NEV battery cable, BMS wiring, charging harness |
The ESC-BX300R's 300 mm² capacity addresses an industry gap directly relevant to NEV production. Most competing rotary stripping machines top out below 120 mm², leaving NEV battery pack cables — which commonly run 150–300 mm² per SAE/USCAR-21 high-voltage cable performance specifications — without a compatible rotary stripping solution. In contrast, the ESC-BX300R covers this range with the same orbital cutting geometry and precision standard as the smaller models.
For production lines processing both signal wire and high-voltage cable, the ESC-BXR series provides a consistent rotary stripping platform across the full harness cross-section range.

The Production Numbers: From 70% to 98% Yield
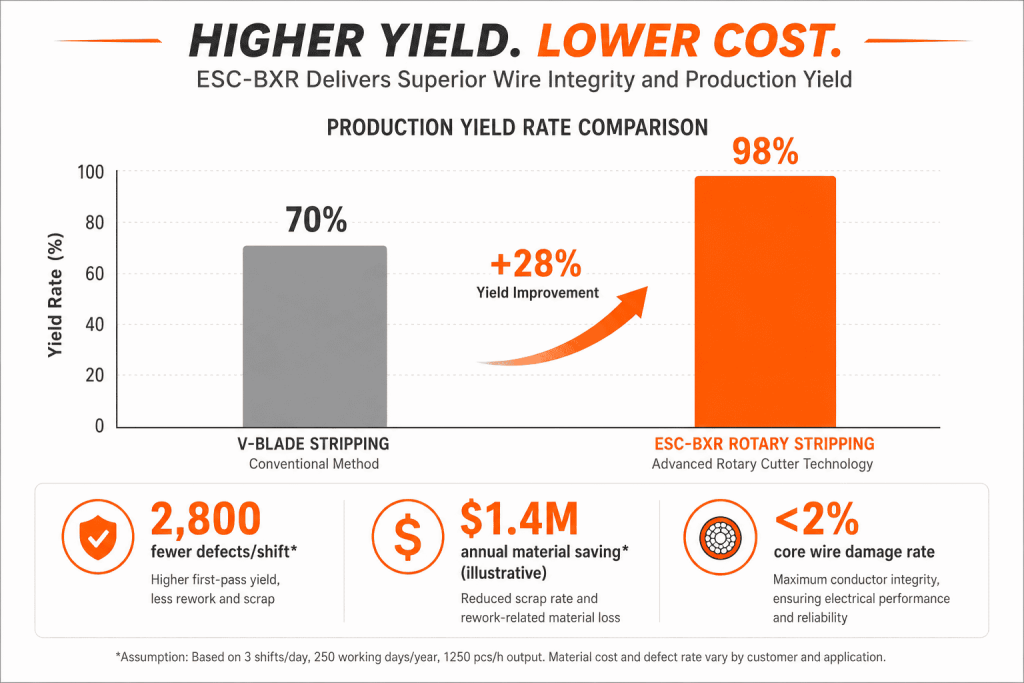
The yield improvement from V-blade to ESC-BXR rotary stripping on silicone and PU insulation cable is verified in batch production at NEV harness manufacturing facilities. Based on field data from NEV high-voltage harness manufacturers, yield rate on silicone-insulated cable processing typically improves from approximately 70% with V-blade equipment to 98% with ESC-BXR rotary stripping.
Per-shift impact at 10,000 pieces:
- V-blade yield at 70% → 3,000 defective units per shift
- ESC-BXR yield at 98% → 200 defective units per shift
- Net reduction: 2,800 fewer defective units per shift
Annual material saving — illustrative calculation:
2,800 pcs/shift × ¥2 material cost per piece × 250 working days = ¥1,400,000 / year
Assumptions: 10,000 pcs/shift, ¥2 average material cost per silicone cable segment, 250 working days/year, single-shift operation. Actual savings vary by production volume, shift count, and material unit cost.
This figure covers recovered material cost only. In addition, rework labor and downstream assembly rejection costs on high-voltage cable assemblies are not included. Therefore, total cost recovery on a 3-shift NEV battery harness line is substantially higher than the ¥1.4M material figure alone.
For lines running automatic wire harness processing equipment alongside the ESC-BXR, the reduction in defective stripped cable also reduces upstream rework load on crimping and ultrasonic welding stations — compressing total cycle time per good unit across the full line.
What Makes ESC-BXR Credible for NEV High-Voltage Work
Patent-protected rotary blade system.
The ESC-BXR's rotary cutting mechanism is patent-protected. The orbital blade architecture is the technical basis for the ≤ 0.002 × L precision and zero conductor contact performance that differentiates the ESC-BXR from V-blade and standard notch-blade strippers on elastic insulation materials.
NEV batch production reference.
An NEV high-voltage harness manufacturer processing silicone-insulated cables in the 50–150 mm² range reported yield rate improvement from below 75% to above 98% after transitioning from V-blade to ESC-BXR rotary stripping. Batch production yield data is available for reference upon request — contact Sedeke at [email protected] to request production reference documentation.
Precision consistency across full cross-section range.
The ≤ 0.002 × L cutting tolerance is maintained from 0.75 mm² through 300 mm² across all three ESC-BXR models. This consistency is supported by the independent servo motor architecture: the feed drive and rotary cutter operate on separate servo axes, meaning orbital depth control at 300 mm² is mechanically equivalent to control at 0.75 mm².
Single blade handles silicone and PU — no changeover required.
The ESC-BXR rotary cutter processes both silicone rubber and polyurethane insulation without blade changeover between material types. Production lines switching between silicone sensor wire and PU-sheathed power cable on the same shift do not require a tooling stop. Blade material selection — white steel for standard applications, tungsten carbide for harder insulation or extended high-volume runs — is determined at machine setup based on the primary cable specification for the production run.
FAQ
Q1: Can ESC-BXR handle both silicone and PU insulation on the same machine without blade changeover?
Yes — the ESC-BXR's rotary cutter processes both silicone rubber and polyurethane insulation without requiring a blade changeover between material types. This is a confirmed operational characteristic, not a conditional claim. The circumferential cutting geometry works on both materials because neither silicone nor PU can deform away from a tangentially-approaching blade the way they do under V-blade radial pressure. In practice, a production line running silicone-insulated sensor wire on one job and PU-sheathed power cable on the next can switch between specifications using the touch screen parameter recall function — without stopping to change tooling. The only setup-level decision is blade material grade: white steel is selected for standard production volumes and insulation hardness levels, while tungsten carbide is recommended for harder PU formulations or sustained high-throughput operation where blade wear rate is a factor.
Q2: How does ≤ 0.002 × L precision translate to actual stripping length in production?
The ≤ 0.002 × L specification is a proportional tolerance — maximum deviation scales with the programmed stripping length. At a 50mm stripping length, typical for signal wire termination, maximum deviation is 0.1mm. At 200mm, standard for automotive power cable, maximum deviation is 0.4mm. At 1,000mm — the ESC-BX300R's maximum front stripping length for NEV battery cable — maximum deviation is 2.0mm. For NEV high-voltage connector terminations requiring bare conductor exposure within a defined window for lug crimping or ultrasonic welding, this tolerance should be confirmed against the connector manufacturer's strip length specification before machine setup. In most automotive high-voltage connector applications, the acceptable strip length window is wider than the ESC-BXR's tolerance band, meaning machine precision does not become the limiting variable in the assembly process.
Q3: What is the blade replacement interval for tungsten carbide vs. white steel at 300 mm²?
There is no fixed replacement interval for ESC-BXR rotary blades. Blade service life depends on cable insulation material hardness, operating speed, daily production volume, and the specific insulation formulation — factors that vary significantly between production environments. As a general principle, tungsten carbide blades offer substantially longer service life than white steel on hard or abrasive insulation materials, based on field operating data from comparable rotary cutting applications. For a 3-shift NEV battery cable line running 500–1,000 pcs/hr on 300 mm² silicone or hard PU cable, blade wear rate is higher than at smaller cross-sections due to increased material volume per cut cycle. Sedeke recommends establishing a blade inspection interval based on your specific cable specification during the initial production trial period, and adjusting replacement frequency based on observed blade edge condition rather than a fixed cycle count.
Q4: How does ESC-BXR integrate into an existing NEV high-voltage harness production line?
The ESC-BXR operates as a standalone cut-and-strip station with belt feeding. The 32-roller drive system on the BX120R and BX300R models provides the feed force required to advance heavy-gauge cable without slippage or surface marking — which is a critical requirement for high-voltage cable where jacket surface integrity affects dielectric performance of the finished assembly. Power requirements are AC 220V or 110V, 50/60Hz, with air supply at 0.5–0.8 MPa — standard in most wire harness production facilities. The touch screen stores job parameters per cable specification, enabling fast parameter recall when switching between cable types without manual re-setup. For production lines also running crimping machines, pre-feeders, or quality inspection stations from Sedeke's equipment range, the ESC-BXR output can be staged directly into the downstream station without additional material handling.
Q5: What cross-section is the practical upper limit for competing rotary strippers, and why does 300 mm² matter for NEV battery cables?
Most rotary stripping machines available in the wire harness equipment market are designed for cross-sections up to 120 mm² or below. This range covers traditional automotive signal wire and standard power cable applications adequately. However, NEV high-voltage battery cables — specifically main traction battery pack cables, BMS busbars, and DC fast-charging cables — commonly run between 150 mm² and 300 mm² per SAE/USCAR-21 high-voltage cable performance standards. As a result, production engineers sourcing stripping equipment for NEV battery harness lines frequently find that standard rotary strippers are mechanically undersized for their cable cross-section, and they default back to V-blade equipment — which then produces the 30% core damage rate described in this article. The ESC-BX300R's 30–300 mm² range with Φ15–50mm conduit diameter capacity and 32-roller drive directly addresses this gap, providing rotary stripping geometry for the exact cable cross-sections where V-blade damage is most costly per unit.

If your silicone or PU insulation cable line is running yield below 80%, the ESC-BXR is available for a live stripping trial using your own cable sample. Three ways to proceed:
① Request the ESC-BXR technical specification sheet — full parameter table for all three models, including blade material options, stripping length ranges, and power requirements by cross-section.
② Request NEV production yield reference data — batch production yield improvement data from an NEV high-voltage harness manufacturer is available upon request, subject to customer authorization.
③ Schedule a live stripping test with your cable sample — send your silicone or PU cable specification to Sedeke's application team, and a cutting trial on the ESC-BXR will be configured to your exact cross-section and stripping length requirement.
? [email protected] | WhatsApp: +86 136 6300 6677
? ESC-BXR product page