A wire harness plant running three shifts reported a full-batch return roughly every two weeks. The issue was not related to crimping faults or wire defects. Instead, it traced back to conduit cuts landing on troughs rather than crests — which caused the fitting to seat incorrectly during assembly.
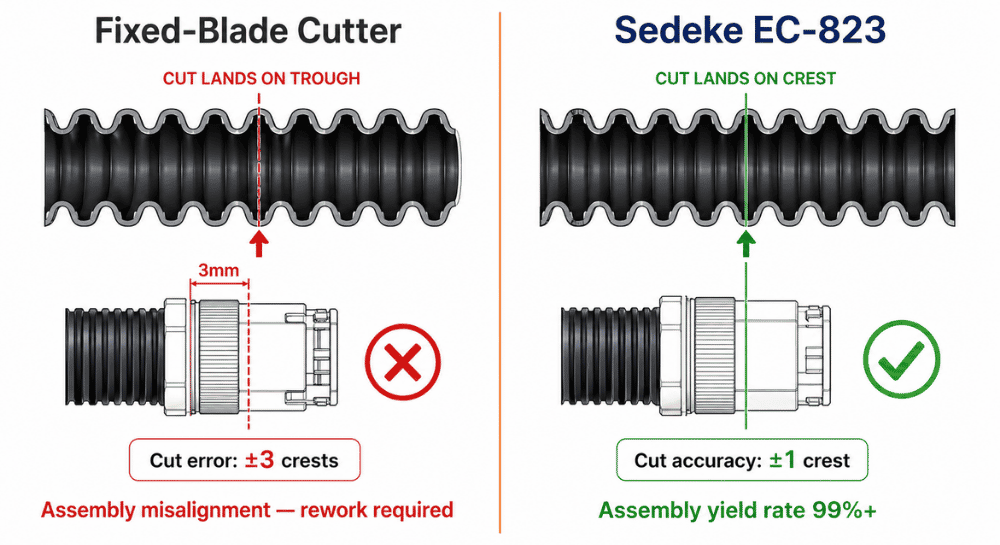
Traditional fixed-blade tube cutters generally lack any way to detect corrugation position. Because of this, they depend heavily on manual alignment, where errors of ±3 crests per cut are not uncommon. Sedeke's EC-823 and EC-823F corrugated tube cutting machines address this at the source by using laser grating to identify each crest before cutting.
The Hidden Cost of Cutting at the Wrong Point
A trough-cut corrugated tube does not always fail right away. In many cases, it creates a small fitment gap that leaves the conduit end-cap or connector sitting 2–4 mm off-center. On high-volume harness lines, this usually goes unnoticed until final inspection rather than at the cutting station.
By that stage, the entire batch has already been assembled, labeled, and staged for shipment — which is where the real cost starts to show.
The direct rework cost includes disassembly, re-cutting, re-assembly, and another inspection cycle. In a plant producing 10,000 conduit segments per shift, even a 3% trough-cut rate results in around 300 defective units per shift. Across three shifts, that adds up to roughly 900 rework cases per day.
Plants that switch to crest-detection cutting often see defect rates fall below 1%, which significantly reduces rework exposure — typically by more than 60%.
Beyond labor, there is another cost that often goes unreported: operator fatigue. Fixed-blade machines require operators to visually locate each crest and adjust the feed before every cut. Over a full shift, that level of manual judgment becomes harder to maintain. Toward the final hours, error rates tend to increase — especially when production pressure is highest.
How EC-823 / EC-823F Eliminates Positioning Error
Sedeke's EC-823 Series removes the need for manual crest alignment by introducing a laser grating sensor that reads the corrugation profile in real time. The servo motor then coordinates feed movement and blade action so the cut lands at the correct crest position.
In this setup, positioning no longer depends on operator judgment. As a result, cut consistency remains stable across shifts and different operators.
EC-823 — Laser-Grated Crest Detection
The EC-823 uses a laser grating system mounted along the feed path. As the corrugated tube moves forward, the sensor continuously reads the crest and trough pattern and signals the servo drive to stop at the correct crest position.
The servo motor controls both feed speed (0–3 m/s, fully programmable) and cutting synchronization within a closed-loop system.
Cut accuracy is maintained within ±1 crest, which represents one of the tightest tolerance levels for corrugated conduit processing. The machine also includes an automatic synchronous feeder that removes the need for manual loading and helps maintain consistent feed tension across the entire reel.
This allows the system to run continuously from the first cut to the last without operator positioning input.
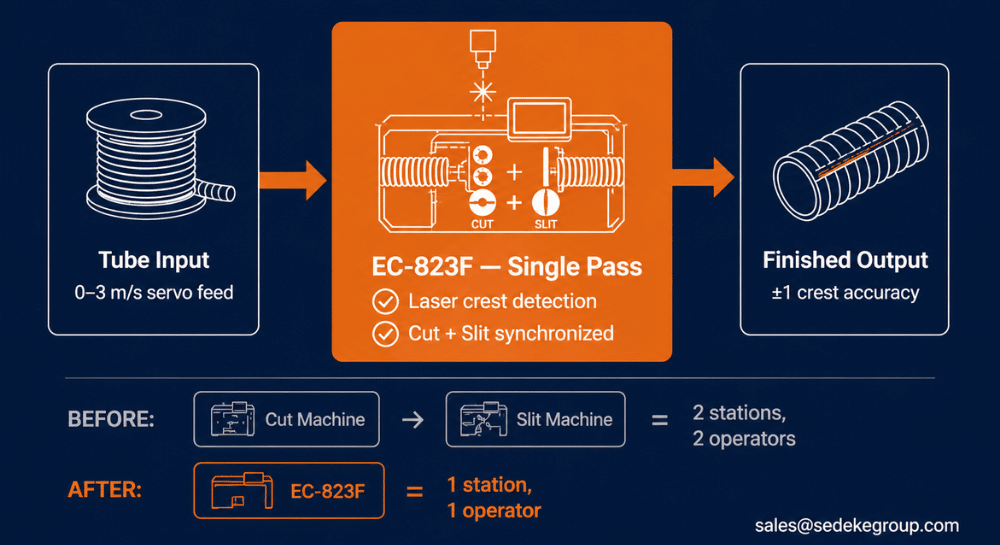
EC-823F — Cut and Slit in One Pass
The EC-823F builds on the EC-823 platform by adding a slitting function. In addition to crest detection and servo-controlled cutting, it performs the longitudinal slit within the same cycle.
This removes the need for a separate slitting station downstream.
For plants currently running a two-step process — cutting first and slitting later — the EC-823F combines both into a single pass. Because both actions reference the same crest position, cut and slit alignment remains consistent with the corrugation profile.
Laser Positioning vs. Fixed Blade: A Direct Comparison
| Parameter | Fixed-Blade Cutter | Sedeke EC-823 | Sedeke EC-823F |
|---|---|---|---|
| Positioning method | Manual visual alignment | Laser grating (automatic) | Laser grating (automatic) |
| Cut position error | ±3 crests or more | ±1 crest | ±1 crest |
| Manual alignment required | Yes — every cut cycle | No | No |
| Slitting function | Separate machine required | Not included | Integrated (one pass) |
| Feed speed | Fixed / manual feed | 0–3 m/s servo-controlled | 0–3 m/s servo-controlled |
| Changeover time | 15–30 min (manual re-setup) | Reduced — servo auto-adjust | Reduced — servo auto-adjust |
| Suitable production volume | Low to medium batch | Medium to high volume | High volume, slit required |
Performance data is based on Sedeke factory testing. On-site verification can be arranged if needed.
What This Means for Your Production Line
The impact of crest-detection cutting shows up in several areas, each on a different timeline. Yield improvements are usually visible first, followed by labor savings, while changeover efficiency becomes clearer over time.
Assembly yield can reach 99%+.
A harness plant in Vietnam running the EC-823 on a three-shift schedule reported trough-cut defects dropping from 2.8% to below 0.8% within the first week. At 10,000 cuts per shift, that translates to roughly 200 fewer rework cases per shift — or about four hours of recovered labor per day.
Labor cost can drop by around 20%.
With the EC-823F, removing a standalone slitting station typically eliminates one operator role in the tube processing cell. In setups running multiple slitting machines across three shifts, this often reduces headcount by two to three positions. At the same time, removing manual alignment lowers operator workload and reduces supervision needs.
Changeover time is significantly shorter.
Fixed-blade machines require manual adjustments, stop-gauge repositioning, and multiple test cuts when switching tube specifications. With the EC-823, operators can recall stored parameters and complete a changeover with minimal setup — usually within a few minutes.
Verified Performance Data
The figures presented here are based on Sedeke hardware specifications and controlled factory testing conditions, and they can be validated on-site.
The ±1 crest cutting accuracy results from combining laser detection resolution with closed-loop servo control. The sensor identifies corrugation peaks with enough precision to distinguish individual crests across standard automotive conduit sizes (AD10–AD54). In testing across multiple pitch types, the EC-823 consistently maintained cut positions within one crest of the target.
Feed speed ranges from 0 to 3 m/s and is fully programmable without mechanical limits. Operators can adjust speed based on material characteristics while maintaining stable tension through the automatic feeder.
Assembly yield rates above 99% are typically achieved in plants that transition from manual cutting to laser-based crest detection, assuming proper setup and consistent material input. On-site trials are available to verify performance under real production conditions.
FAQ
Q1: Is the EC-823 compatible with our existing tube feeder setup?
The EC-823 comes with an automatic synchronous feeder as standard. In most cases, it can be configured to match existing reel sizes and tube specifications. Compatibility can be confirmed in advance based on your setup.
Q2: How can we verify the ±1 crest accuracy before purchasing?
Sedeke offers trial runs using your tube specifications, including diameter, pitch, and material. Sample cuts are measured against crest position, and results are documented as part of the acceptance process.
Q3: When should we choose the EC-823F over the EC-823?
The EC-823F is recommended when slitting is part of your process. It combines cutting and slitting in one cycle. If slitting is not required, the EC-823 provides a more straightforward solution.
Q4: How long does a diameter changeover take?
With stored parameters and minimal mechanical adjustment, most changeovers can be completed in under five minutes once operators are familiar with the system.
Conclusion
If your corrugated tube line is generating rework due to trough cuts, improving operator alignment alone is unlikely to solve the issue.
What makes the difference is whether the machine can detect crest position before each cut — rather than relying on manual positioning.
Sedeke's EC-823 and EC-823F corrugated tube cutting machines are available for on-site trials. You can submit your tube specifications to [email protected], and Sedeke’s engineering team will configure a test based on your production requirements.