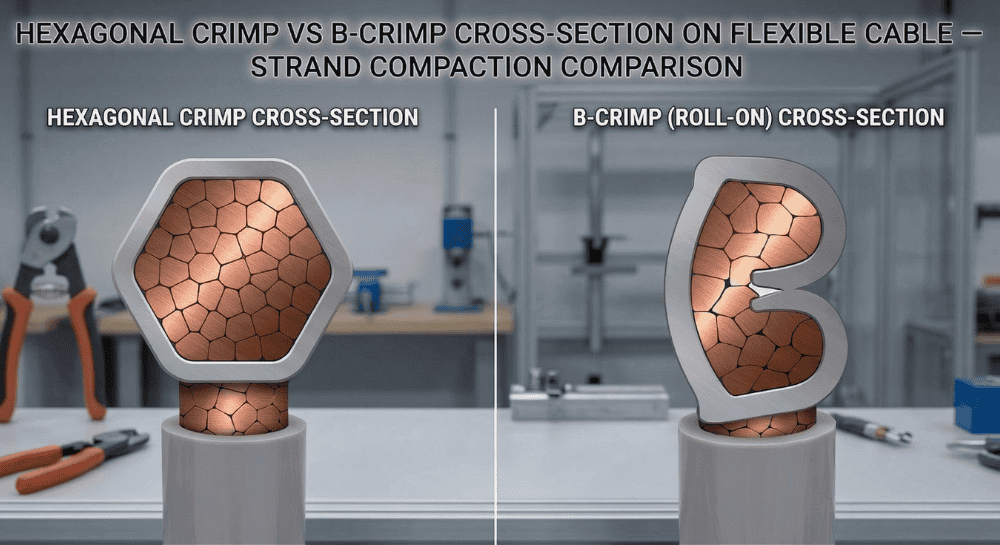
Two crimping methods dominate wire harness production: the hexagonal crimp and the B-crimp. Both appear in automotive, aerospace, and industrial harness lines. However, their performance diverges sharply when the cable type changes from rigid to flexible. Choosing the wrong method introduces a thermal failure mode. That failure is difficult to detect until it appears downstream in the vehicle or system.
Why Flexible Cables Create Crimping Challenges
How Current Flows Through a Crimped Joint
In a crimped connection, electricity travels from strand to strand inside the terminal. Each strand-to-strand transfer adds to the overall electrical resistance of the joint.
Rigid cable has fewer, larger strands. Therefore, poor contact between strands has a limited effect on total resistance. The hexagonal die compresses these large strands into solid connectivity inside the terminal. [Source: Wiring Harness News]
Why Flexible Cable Responds Differently
Flexible cable behaves differently. Its fine strands expand after stripping and occupy more volume than rigid cable. As a result, this requires a larger barrel and a larger crimping tool. That combination creates poor strand contact and many voids inside the connection. [Source: Wiring Harness News, wiringharnessnews.com/hexagonal-crimp-vs-b-crimp-in-harness-manuf/]
In modern wire harness production, flexible cable is no longer an exception. EV battery management systems, ADAS sensor arrays, and high-density automotive platforms all rely on flexible wiring throughout. Consequently, this failure mode is now the standard production condition, not a rare edge case.
The Four Downstream Failure Modes
A poorly crimped flexible cable connection creates four failure modes. These compound across a harness assembly:
- Elevated crimping resistance — strand voids raise the electrical resistance of the joint above acceptable limits
- Terminal overheating — high resistance generates heat, raising terminal temperature above cable temperature
- Accelerated aging — connections exposed above 150°C form copper/tin intermetallic alloys, which restrict current flow
- Vibration failure — insufficient strand compaction reduces mechanical integrity under automotive vibration loads
Therefore, the effectiveness of a crimp structure depends entirely on how well it consolidates flexible strands and eliminates internal voids.
Hexagonal Crimp vs. B-Crimp: Key Differences
Thermal Testing Reveals the Gap
The performance gap becomes visible in thermal testing. The standard current cycling test holds cable temperature at 120°C. Under this condition, hexagonal crimp on rigid cable produces a terminal temperature of 110°C — below cable temperature, as required. However, the same hexagonal crimp on flexible cable produces a terminal temperature of 170°C. That is 50°C above the cable and 20°C above the 150°C threshold where tin-coated connections begin forming resistive intermetallic alloys.
These tests apply to standards including UL486A/B, ANSI 119.4, and IEC 61238-1-3.
Side-by-Side Comparison
| Feature | Hexagonal Crimp | B-Crimp |
|---|---|---|
| Optimal cable type | Rigid cable | Flexible cable |
| Strand contact quality | Moderate on flexible | Excellent on flexible |
| Terminal temperature at 120°C (flexible) | 170°C — above cable | Below cable temperature |
| Electrical resistance | Higher on flexible | Lower |
| Void formation in joint | Significant | Minimized |
| Vibration resistance | Moderate | Better |
| Aging performance | Risk above 150°C | Stable |
| OEM preference for flexible cable | Limited | Widely preferred |
Standards: UL486A/B; ANSI 119.4; IEC 61238-1-3.
Why Hexagonal Geometry Falls Short on Flexible Cable
The hexagonal crimp die works well on a small number of large, rigid strands. In contrast, it cannot consolidate the many fine strands of flexible cable into solid contact. As a result, the joint passes visual inspection but carries elevated resistance and thermal risk in service.
Why B-Crimp Works Better for Flexible Cable
The Geometry Difference
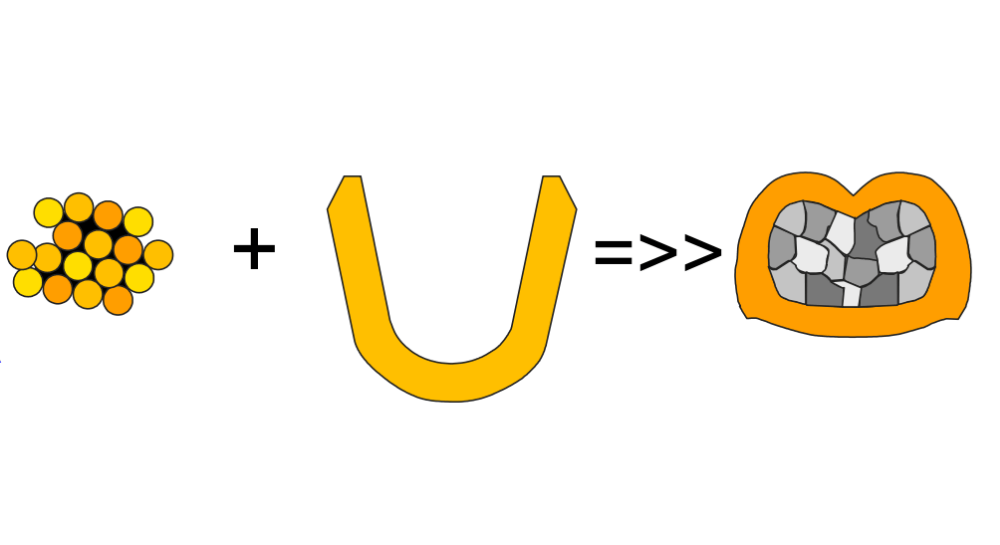
The B-crimp geometry specifically addresses the strand consolidation problem. Its open-barrel profile wraps around the conductor bundle from both sides. Additionally, it compresses the strands inward and upward simultaneously. This maximizes strand-to-strand contact area and minimizes internal voids at the joint interface.
Three Process Advantages
Three measurable advantages define why B-crimp is the preferred method for flexible cable harness production:
- Low crimping resistance — optimized strand contact reduces the resistance of every strand-to-strand transfer. Therefore, the terminal stays below the temperature threshold under rated current.
- Thermal stability — terminal temperature stays below cable temperature under UL486A/B and IEC 61238-1-3 current cycling conditions. This eliminates the overheating failure mode entirely. [Source: Interpower]
- Vibration durability — higher strand compaction improves the mechanical integrity of the joint. As a result, the connection meets the vibration and thermal cycling requirements of USCAR-21 and SAE AS7928. [Source: Cloom Tech]
Where B-Crimp Is the Standard Choice
B-crimp is the established OEM choice across five application domains:
- EV and NEV wire harness production — battery management, motor controller, and charging system harnesses
- Automotive ICE harnesses — door, engine bay, and instrument cluster harnesses requiring vibration resistance
- Railway and transit — traction and control system harnesses under continuous mechanical stress
- Aerospace EWIS — where thermal performance and aging stability are qualification requirements
- Industrial automation — servo drive and control cabinet wiring at high cycle counts
Temperature and Electrical Performance
The Fundamental Requirement
A qualified crimped connection must satisfy one condition: terminal temperature must stay below cable temperature at rated current load. When the terminal runs hotter than the cable, the connection becomes the limiting point in the current path. That is a safety and reliability failure, not a marginal quality issue.
Why Hexagonal Crimp Fails This Condition
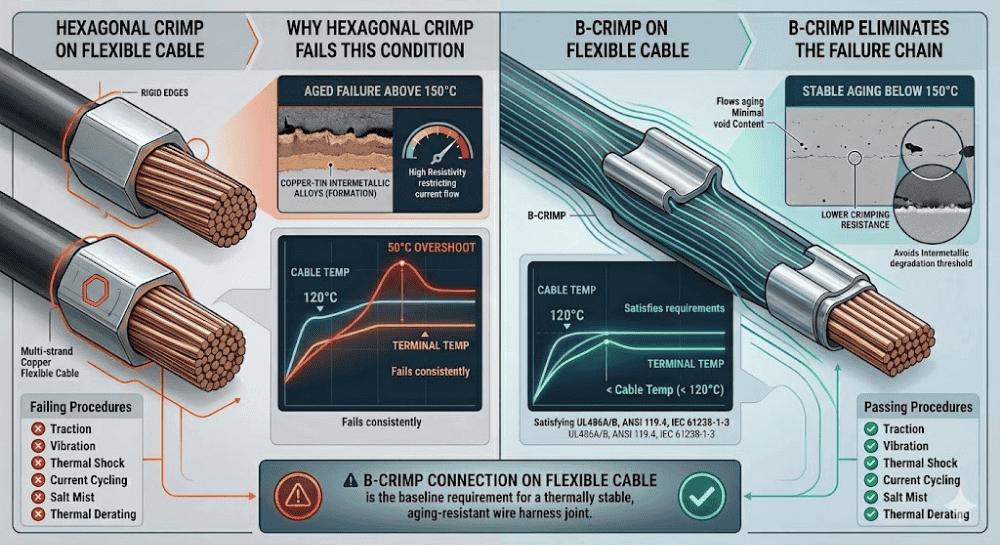
Hexagonal crimp on flexible cable fails this requirement consistently. Lab testing confirms a terminal temperature of 170°C when cable temperature is held at 120°C — a 50°C overshoot. [Source: Wiring Harness News] Furthermore, the consequences compound over service life. Tin-coated terminals exposed above 150°C form Cu/Sn intermetallic alloys. These alloys carry significantly higher resistivity than pure copper or tin. Over time, they progressively restrict current flow and can cause installation failure.
B-Crimp Eliminates the Failure Chain
B-crimp addresses this failure chain through three measurable performance outcomes:
- Terminal temperature below cable temperature at rated current — satisfying UL486A/B, ANSI 119.4, and IEC 61238-1-3
- Lower crimping resistance — reduced void content lowers the electrical resistance of every strand-to-strand transfer
- Stable aging performance — keeping temperature below 150°C prevents the intermetallic degradation threshold from being reached
Full connection qualification also includes traction and vibration testing, thermal shock, current cycling, salt mist exposure, and thermal derating. [Source: Wiring Harness News] B-crimp geometry consistently passes these protocols on flexible cable. Hexagonal crimping, however, cannot.
A B-crimp connection on flexible cable is the baseline requirement for a thermally stable, aging-resistant wire harness joint.
The Role of Automatic Crimping Machines
Why Manual Crimping Is Not Sufficient at Volume
Selecting the correct crimp geometry is the first decision. However, executing it consistently across thousands of cycles per shift is the production challenge. Manual crimping introduces tool-positioning variance. That variance disrupts the strand compaction ratio on which B-crimp thermal performance depends. At production scale, inconsistent crimp height is the primary cause of joint failures under USCAR-21 and IPC/WHMA-A-620. [Source: Cloom Tech, cloomtech.com/wire-crimping-standards/]

What Production-Grade Equipment Must Provide
Sedeke's terminal crimping machine range — including the TM-20S, TM-20, TM-25M and TM-200 Series Intelligent Auto Terminal Crimping Machine — delivers the process consistency that B-crimp quality requires at volume.Four capabilities define what a compliant B-crimp process requires from automated equipment:
- Repeatable crimp height control — servo or pneumatic actuation holds crimp height within ±0.05mm tolerance as required by USCAR-21, across every cycle
- Applicator compatibility — side-feed, rear-feed, and flag terminal applicators support different B-crimp geometries without changing the press frame
- Crimp force monitoring — detection of out-of-tolerance force events catches joints that pass dimensional inspection but carry elevated resistance in service
- Sustained output — cycle rates that match NEV and automotive harness line throughput without sacrificing compaction ratio consistency
Changeover Flexibility for Mixed Lines
For harness lines running both flexible and rigid cable specifications, changeover flexibility matters. Sedeke's applicator range — including the SAT-AS6P Pneumatic Crimping Applicator, SAT-MS6 Mechanical Crimping Applicator, and Crimp Applicator for Insulated Terminals — supports rapid changeover between terminal types. Additionally, each applicator maintains the dimensional control its application requires, regardless of switching frequency.
Conclusion: Match the Crimp to the Cable
Hexagonal crimping works reliably for rigid cable. For flexible cable — the standard in modern EV, automotive, railway, and aerospace wire harness production — it introduces a structural thermal failure mode. B-crimp geometry eliminates this failure at source.
The decision framework is straightforward. First, identify whether the cable is rigid or flexible. Second, confirm the applicable industry standard — UL486A/B, IEC 61238-1-3, USCAR-21, or IPC/WHMA-A-620. Third, select B-crimp for flexible cable applications. Finally, ensure your crimping equipment holds the crimp height tolerance and strand compaction ratio that B-crimp performance requires across production volume.
If your line processes flexible cable harnesses and your current method has not been validated against these thermal performance requirements, contact Sedeke. Send your terminal type, cable cross-section, and applicable standard. A technical selection response will be prepared based on your specific production parameters.
📩 Contact Sedeke: [email protected]
🔗 Crimping product range: sedekegroup.com
FAQs
Q1: What is the main difference between hexagonal crimp and B-crimp for wire harnesses?
Hexagonal crimping applies a six-sided die that compresses the terminal uniformly. However, it cannot consolidate fine flexible cable strands into solid contact. B-crimp wraps an open-barrel geometry around the conductor bundle from both sides, maximizing strand compaction and minimizing voids. On flexible cable at 120°C cable temperature, hexagonal crimp produces a 170°C terminal temperature. In contrast, B-crimp keeps terminal temperature below cable temperature — the fundamental requirement of UL486A/B and IEC 61238-1-3.
Q2: When should engineers specify B-crimp over hexagonal crimp?
Engineers should specify B-crimp whenever the application uses flexible cable. This includes EV battery harnesses, automotive door and instrument harnesses, railway traction wiring, and aerospace EWIS. B-crimp is the OEM-preferred method for flexible cable across all these domains. [Source: Wiring Harness News] Hexagonal crimp remains appropriate for rigid cable applications where strand count is low.
Q3: What industry standards govern crimp quality for automotive wire harness production?
The primary standards for automotive wire harness crimping are IPC/WHMA-A-620, UL486A/B, SAE AS7928, and USCAR-21. Additionally, IEC 61238-1-3 and ANSI 119.4 specify current cycling tests under which terminal temperature must remain below cable temperature. USCAR-21 requires ±0.05mm crimp height tolerance for open-barrel terminals.
Q4: How does automatic crimping equipment affect B-crimp quality at production scale?
Manual crimping introduces tool-positioning variance that disrupts strand compaction ratio. As a result, crimp height inconsistency leads to joints that fail under USCAR-21. Sedeke's TM-T Series Intelligent Servo Terminal Crimping Machine and TM-20S maintain ±0.05mm crimp height tolerance across every cycle. Therefore, they deliver the dimensional consistency that compliant B-crimp production requires at NEV and automotive harness line throughput. [Source: Sedeke product page,
Q5: What happens to a tin-coated terminal connection that overheats in service?
Tin-coated connections exposed above 150°C form copper/tin intermetallic alloys. These alloys carry significantly higher resistivity than pure copper or tin. Consequently, they progressively restrict current flow and can cause installation failure. In flexible cable applications where hexagonal crimp produces 170°C terminal temperatures at rated load, this aging mechanism is a predictable outcome — not a risk scenario. B-crimp eliminates the overheating condition at source.