At a Tier 2 automotive wire harness assembly station, corrugated protective sleeves cut by straight-blade equipment arrive at the connector fitting stage with a recurring problem: the cut face carries a burr — displaced sleeve wall material — that catches on the connector housing entry and prevents full sleeve engagement. The defect traces upstream to the cutting station, not the assembly operator. Line supervisors running NEV battery pack harness programs face this failure pattern under schedule pressure, where a single recurring cut defect can stall a downstream assembly cell across multiple shifts.
Rotary cutting eliminates burr formation at the cut face and prevents sleeve wall deformation — two failure modes that straight-blade equipment cannot resolve at production scale in automotive wire harness manufacturing. In NEV wire harness production, a cut burr height exceeding 0.1mm on corrugated tube segments scratches the outer braiding during sleeve insertion, increasing tube cracking probability by 28% over 100,000 km of vehicle operation.The EC-850X processes Φ10–50mm protective sleeves at 1,200–6,000 PCS/H with L×0.005 cutting tolerance, validated in automotive sleeve tube batch production.
The Hidden Cost of Burrs in Straight-Blade Sleeve Cutting
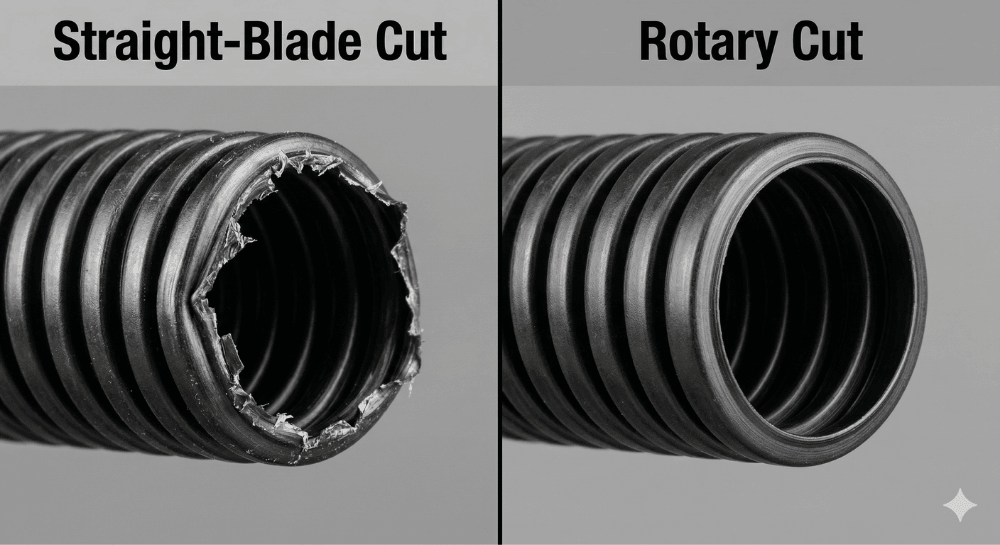
Straight-blade cutting applies shear force perpendicular to the sleeve wall, severing the material while simultaneously displacing it at the cut edge — a mechanism that consistently produces a burr (a raised projection of displaced sleeve material) at the cut face. In wire harness manufacturing, cut quality at the sleeve stage is a primary process control point: cut ends must be flat and even with no angled cuts, burrs, or material pulls before the sleeve advances to assembly. On corrugated protective conduit, the burr forms at the outermost rib of the cut face — precisely where the sleeve end contacts the connector housing entry during wire harness assembly insertion.
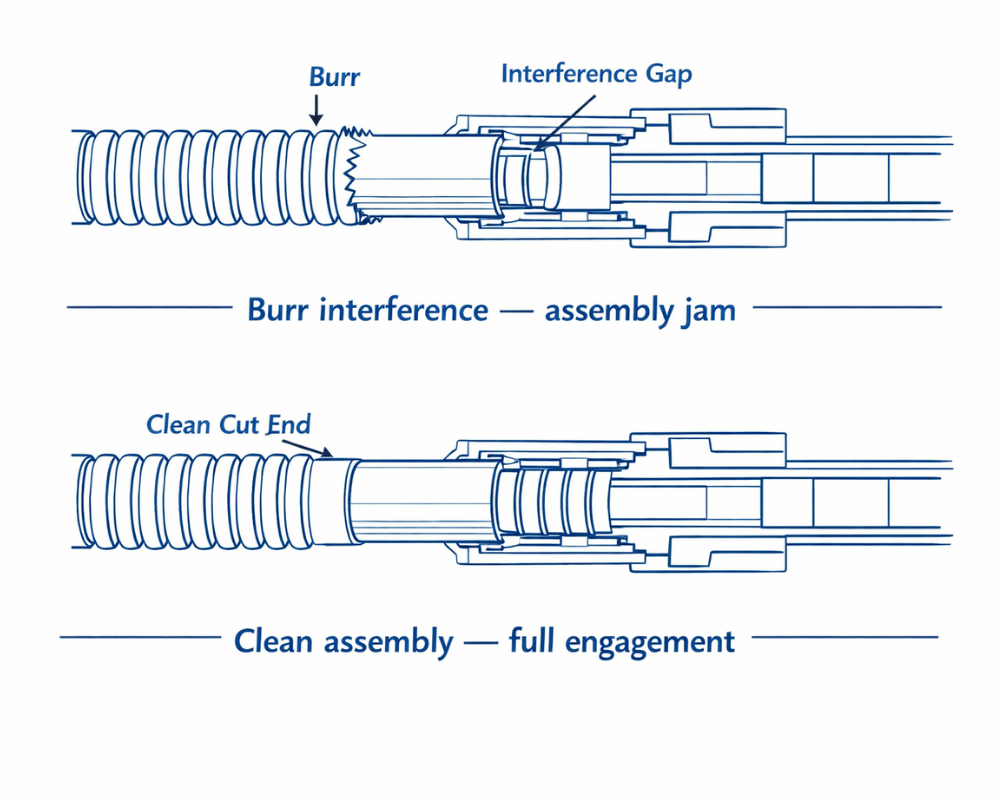
The downstream consequence in wire harness assembly is a fit interference failure: the sleeve end cannot slide cleanly over the wire bundle or fully engage the connector housing entry. Burr edges that deflect inward compress against the wiring, creating resistance that slows insertion and risks wire insulation damage. When the burr contacts a connector seal interface, it compromises the sealing surface — a commonly observed source of IP rating failures in automotive wire harness production. [Application: automotive wire harness production]
The scale consequence is measurable in NEV production data: a burr height of just 0.2mm — only marginally above the ≤0.1mm wire harness industry cut quality threshold — scratches the outer braiding of corrugated tube segments during wire threading and increases tube cracking probability by 28% over 100,000 km of vehicle operation. [Source: Hooha Wire Cable] When burr-induced cracking reaches the harness assembly stage, it generates downstream rework cycles, customer rejection risk, and line stoppages that the shift report rarely traces back to the upstream sleeve cutting station. Tube deburring machines automate the deburring process, minimizing manual labor and significantly reducing cycle times but that cycle time exists entirely because the cut was not clean to begin with.
Burrs produced by straight-blade sleeve cutting are not a process variability issue — they are a structural outcome of the cutting method, and they recur at every cycle until the cutting mechanism is changed.
Changeover Time: The Production Loss That Disappears from the Budget
Changeover time — the interval between the end of one sleeve specification run and the confirmed start of the next — is a direct capacity cost that straight-blade sleeve cutting operations accumulate across every diameter or material transition in a shift. Typical changeover sequences in straight-blade sleeve cutting operations include blade removal and replacement, cutting depth re-zeroing, feed guide adjustment for the new sleeve outer diameter, trial cuts to confirm edge quality, and first-article dimensional verification before full-run authorization. Each step is individually brief; cumulatively across a multi-specification shift, they create a production gap that disappears from the budget because it is never recorded as a standalone line item.
The compounding effect becomes operationally significant on mixed-model or model-change lines where a single shift handles multiple vehicle platform sleeve specifications — a standard condition in both NEV and ICE automotive wire harness manufacturing. Each untracked changeover interval reduces the effective production window available to the machine, and when changeover frequency is high, the aggregate capacity loss across a week can equal multiple full production hours. The EC-850X accommodates the full Φ10–50mm sleeve outer diameter range, directly reducing the parameter re-entry burden between sleeve specifications on a multi-platform harness line.
Changeover time is a hidden production cost that scales with specification variety — and rotary cutting design reduces both the frequency and the duration of its impact.
EC-850X Technical Specifications for Automotive Sleeve Cutting

Cut quality. Straight-blade equipment applied to corrugated and PVC protective sleeve materials produces a cut face that fails the core wire harness cut quality requirement: ends must be flat and even with no burrs before the sleeve advances to the assembly stage. The EC-850X's rotary cutting mechanism — a system in which the cutting head orbits the sleeve circumference rather than applying a single downward shear stroke — produces a burr-free cut face with no sleeve wall deformation, delivering a sleeve end that is assembly-ready directly off the machine. [Source: Sedeke EC-850X product page] The belt-driven transmission system — in which a continuous belt loop transfers motor rotation to the cutting head, eliminating direct metal-to-sleeve-surface contact at the feed point — ensures zero surface scratches on corrugated and PVC sleeve materials throughout the cutting cycle.
Precision. Cutting tolerance is L×0.005, where L is the programmed cut length — meaning the maximum permitted deviation scales with the cut length itself. At the official benchmark condition of 200mm cut length, the tolerance value is within 0.2mm. [Source: Sedeke EC-850X product page] For wire harness sleeve segments where dimensional consistency directly affects connector housing fit, this precision level supports repeatable first-pass assembly engagement across high-volume batch production.
Range and power. The EC-850X processes sleeve outer diameters from Φ10mm to Φ50mm, covering the standard corrugated conduit and PVC smooth-wall sleeve specifications used across NEV battery pack harnesses, passenger vehicle door harnesses, and engine bay harness routing. [Source: Sedeke EC-850X product page] Wall thickness capacity is ≤5mm, consistent with all standard wire harness protective sleeve materials. The 1,050W total power capacity (400W cutter motor) sustains consistent output in high-cycle multi-shift wire harness sleeve cutting operation. [Source: Sedeke EC-850X product page]
Output. The EC-850X operates at 20–100 pcs/min depending on cutting length and material, equivalent to 1,200–6,000 PCS/H in normal operating conditions. At the official benchmark condition: "If the cutting length is 200mm, the tolerance value can be within 0.2mm, and the efficiency is 9,000 pieces per hour."
All specifications above are sourced directly from the official EC-850X product page at sedeke.com.
Output and Cost Impact — Straight-Blade vs. EC-850X
| Metric | Straight-Blade / Manual | EC-850X Rotary |
|---|---|---|
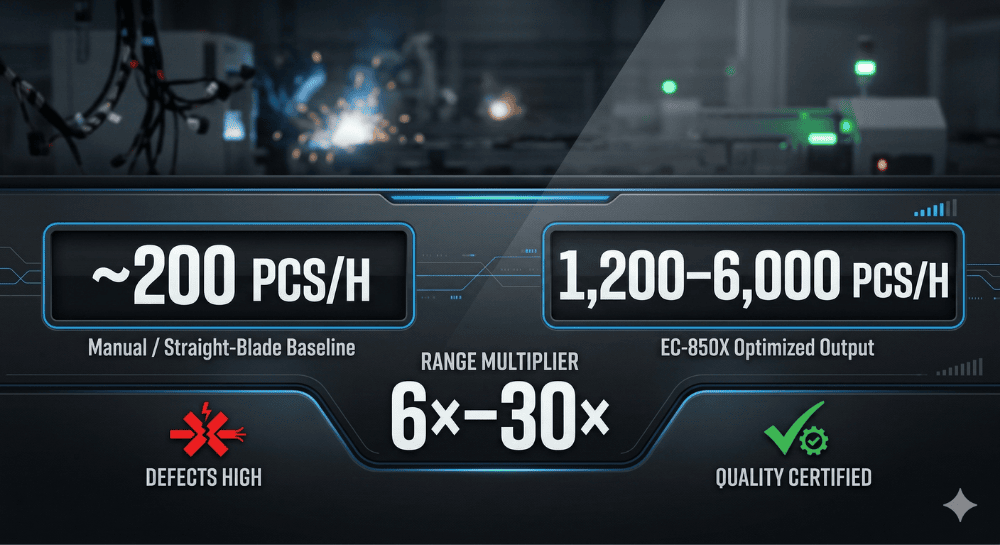
| Output per hour | ~200 PCS | 1,200–6,000 PCS |
| At 200mm cut length | ~200 PCS | Up to 9,000 PCS |
| Output multiplier | 1× baseline | 6×–30× |
| Single-shift additional output | Baseline | +8,000 to +46,400 PCS |
| Cutting tolerance | Variable | L × 0.005 |
| Cut quality threshold met | Inconsistent | Flat, even, burr-free |
| Burr at cut face | Commonly present | Eliminated |
| Sleeve wall deformation | Present | Eliminated |
| Surface scratch risk | Present | None (belt drive) |
| Material saving per 10K units | Not optimized | ~RMB 200 (automotive sleeve) |
EC-850X output figures: [Source: Sedeke EC-850X product page]. Manual baseline: observed industry practice, no single authoritative source — presented as estimate. [Sedeke product data + industry estimate] Output multiplier range reflects minimum and maximum EC-850X operating conditions. Cut quality threshold standard: [Source: Xiamen Kehan Electronics]. Material saving: [Sedeke application data] — automotive protective sleeve tube scenario.
Eliminating burrs at the sleeve cutting stage removes the upstream cause of connector assembly interference. Fewer interference events reduce rework cycles and lower the defect rate at the wire harness assembly stage, which wire harness manufacturers have documented as a direct driver of downstream yield stability. [Source: Hooha Wire Cable, hoohawirecable.com/news/en/what-is-cable-harness-assembly-process.html] The output range of 1,200–6,000 PCS/H — 6×–30× the manual or straight-blade baseline depending on cutting length and material — means a wire harness line replacing a manual sleeve cutting station gains between +8,000 and +46,400 additional sleeve segments per eight-hour shift.
The full value of rotary sleeve cutting is not captured at the cutting station alone — it accumulates through every downstream assembly operation that no longer absorbs a burr-induced interruption.
When EC-850X Makes Operational Sense for Your Harness Line
The following conditions each identify a specific production scenario where straight-blade or manual sleeve cutting creates a recurring operational failure mode directly addressed by rotary cutting technology.
If cut sleeves feed directly into harness assembly with no manual inspection buffer between the cutting station and the connector fitting stage, burrs present at the cut face enter the assembly process undetected — failing the wire harness cut quality standard at the point of use rather than at the cutting station. [Source: Xiamen Kehan Electronics] Rotary cutting addresses this by delivering a burr-free, assembly-ready cut face directly off the machine.
If the line processes multiple sleeve outer diameters within a single shift — for example, a mixed NEV platform line switching between battery pack harness and door harness sleeve specifications — changeover frequency compounds the hidden downtime cost. [Application: NEV wire harness production] Rotary cutting addresses this through a design that accommodates the full Φ10–50mm diameter range with reduced parameter re-entry between runs.
Where sleeve surface finish is part of the customer specification — or required by the harness routing environment in NEV platforms where sleeves pass near high-voltage components — the belt-driven transmission directly eliminates the surface scratch risk that direct-contact feed mechanisms introduce.
For lines where the sleeve cutting station is the identified output bottleneck, the 6×–30× output multiplier over manual baseline directly addresses that constraint at the cutting station.
When the customer or OEM requires precision documentation — cutting tolerance records for harness component quality submissions — the EC-850X's L×0.005 tolerance specification is supported by available test report data. [Source: Sedeke EC-850X product page]
Once sleeve cutting volume reaches the threshold where burr-induced rework cost per shift outweighs the annualized equipment investment, the operational case is established independently of quality considerations.
In each scenario above, rotary cutting addresses the specific production failure mode directly.
What Sedeke Provides for Evaluation

The following materials are available from Sedeke for production engineers evaluating the EC-850X against current sleeve cutting equipment:
- EC-850X product specification sheet — complete mechanical, electrical, and dimensional data
- Cutting tolerance reference — L×0.005 specification with the official 200mm benchmark example (within 0.2mm)
- Automotive sleeve tube application data — validated batch production performance for corrugated and PVC protective sleeve materials
- Equipment selection guidance — technical matching of EC-850X capability to sleeve outer diameter range and target hourly output requirements
To compare EC-850X against your current sleeve cutting setup, send Sedeke your sleeve material type, outer diameter range, target output per hour, and current cut defect type. A technical response will be prepared based on your line parameters.
FAQs
Q1: What types of protective sleeves can the EC-850X automatic tube cutting machine process?
The EC-850X processes corrugated protective conduit (split loom), PVC smooth-wall sleeves, honeycomb tubes, and paper tubes — all non-metallic wire harness protective sleeve materials with wall thickness ≤5mm and outer diameter Φ10–Φ50mm. This covers the full corrugated and PVC sleeve specification range used across NEV battery pack harnesses, vehicle door harnesses, and engine bay wire harness routing.
Q2: How does rotary tube cutting reduce burrs in automotive wire harness protective sleeve cutting?
In wire harness production, cut quality standards require sleeve ends to be flat and even with no burrs before advancing to assembly — a threshold that straight-blade shear cutting cannot consistently meet because shear force displaces sleeve wall material at the cut face with every cycle. The practical consequence is documented in EV production: a burr height of just 0.2mm — only marginally above the ≤0.1mm industry cut quality threshold — scratches corrugated tube outer braiding during wire threading and increases tube cracking probability by 28% over 100,000 km. [Source: Hooha Wire Cable] The EC-850X's rotary cutting head orbits the sleeve circumference rather than shearing across it, producing a burr-free cut face that meets wire harness cut quality requirements directly off the machine.
Q3: What is the output per hour of the EC-850X tube cutting machine for wire harness sleeve production?
The EC-850X operates at 20–100 pcs/min depending on cutting length and material, equivalent to 1,200–6,000 PCS/H across normal operating conditions. At the official benchmark condition of 200mm cut length, output reaches 9,000 PCS/H with a tolerance within 0.2mm. Against a manual sleeve cutting baseline of approximately 200 PCS/H, this represents a 6×–30× output multiplier depending on the specific cutting parameters applied.
Q4: What is the difference between a rotary tube cutting machine and a straight-blade sleeve cutter for wire harness lines?
A straight-blade sleeve cutter applies a downward shear stroke that severs the sleeve but leaves a burr at the cut face — a displacement of sleeve wall material that fails the wire harness cut quality standard requiring flat, even, burr-free ends before assembly. In NEV harness production, even a 0.2mm burr on a corrugated sleeve segment has been documented to scratch tube outer braiding during wire insertion and increase cracking probability by 28% at 100,000 km.A rotary tube cutting machine such as the EC-850X uses a cutting head that orbits the sleeve circumference, delivering a burr-free, assembly-ready cut face without an intermediate correction step.
Q5: How does the EC-850X reduce tube cutting machine changeover time on multi-platform NEV harness lines?
Straight-blade sleeve cutting changeovers require blade swaps, re-zeroing, trial cuts, and first-article verification for each new diameter specification — an untracked downtime sequence that accumulates across multi-specification shifts. The EC-850X accommodates the full Φ10–50mm outer diameter range, reducing the parameter re-entry steps required between sleeve specifications on mixed-platform or model-change EV and ICE automotive wire harness production lines.