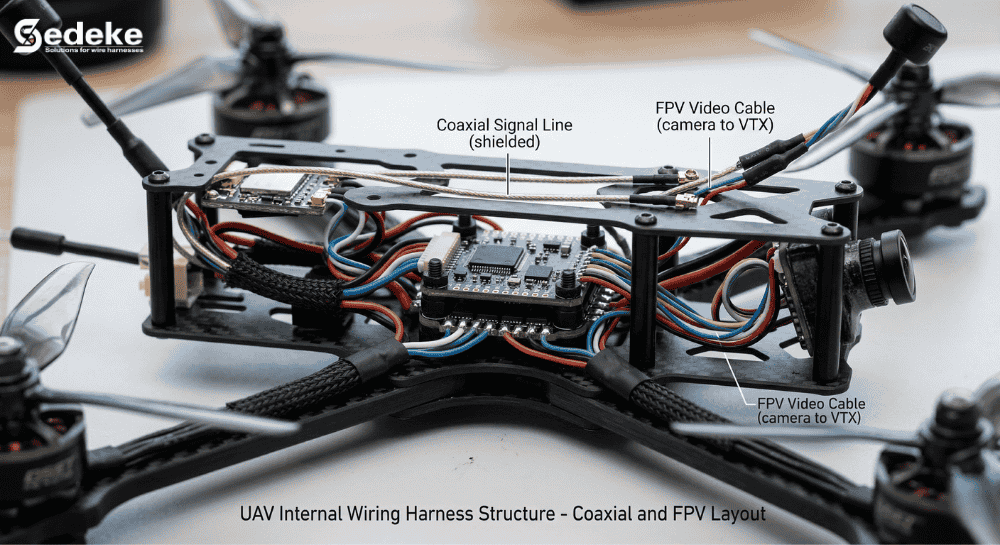
Think of a drone's coaxial cables as the nerve fibers of the aircraft. Not a metaphor engineers reach for loosely — when the signal line feeding a flight controller picks up interference because someone nicked the braided shielding during stripping, the platform doesn't just perform poorly. In regulated airspace, it fails compliance. That distinction matters more than most procurement checklists acknowledge.
FPV racers, commercial inspection UAVs, defense-grade surveillance systems — the common thread across all of them is a wiring harness that has to be both featherweight and interference-proof. The coaxial cables running video, telemetry, and GPS signals through that harness represent the most precision-sensitive processing step in the entire assembly sequence. And that's where most manual operations start bleeding yield without knowing why.
The global drone market hit USD 73.06 billion in 2024 and is on track toward USD 163.60 billion by 2030 — a 14.3% CAGR, per Grand View Research. As production volumes scale across Shenzhen, California, Germany, and beyond, coaxial cable harness processing has quietly become one of the tightest bottlenecks in UAV manufacturing. The CS-5507 automatic wire cutting and stripping machine — built specifically for multi-layer coaxial processing — addresses that bottleneck with 0.01mm stripping precision, 10-layer capability, and 99-program storage in a footprint that fits on a standard assembly bench.
Understanding Drone Wiring Harness Requirements
Drone wiring harnesses don't get enough credit for their complexity. A single commercial UAV platform might pack six distinct cable categories — power, signal, data, RF, motor, and video — into a total weight budget with zero tolerance for oversized connectors, redundant insulation, or rework loops. Coaxial signal lines and video transmission cables sit at the top of that complexity stack, imposing strip quality requirements that are unforgiving even on a good production day.
Coaxial Cable Types Used in UAV Harnesses
UAV systems depend on micro-coaxial cable for their most signal-critical connections — and the margins for error at this scale are genuinely thin:
- RG-178 and RG-316 — FPV video feeds, telemetry links, GPS receiver connections; outer diameters between 1.8mm and 4.0mm. A single nick to the dielectric or braided shield at this scale is a reject, full stop
- Shielded video lines — HD camera gimbals and thermal imaging payloads need impedance-matched coaxial connections to transmit uncompressed video without artifact injection or signal loss along the cable run
- RF transmission lines — BVLOS communication systems run tightly toleranced coaxial feeds where stripping length deviation directly degrades RF connector termination quality at SMA, MMCX, and U.FL interface points
Why Strip Precision Determines Assembly Yield
Here's the thing about coaxial cable structure: every layer — outer jacket, braided shielding, dielectric, center conductor — is a distinct failure point during stripping. A depth error of just 0.5mm at the braid layer exposes the dielectric to contamination or mechanical stress. At the center conductor, an over-strip that grazes the conductor surface creates damage that prevents clean connector seating — a root cause that surfaces at termination inspection but rarely gets traced back to the stripping station in standard defect reporting.
Your line operators know the frustration of flagging a connector termination failure that nobody can explain. Often, the stripping step is where the damage happened — it just didn't show up until three stations later.
CS-5507 Coaxial Wire Cutting Stripping Machine: Full Specifications

Rather than positioning the CS-5507 as a universal solution, it's more accurate to describe it as a machine engineered for a specific class of problem: precision multi-layer stripping of coaxial and shielded cables in production environments where depth consistency across thousands of cycles is non-negotiable. Its specs map cleanly to UAV harness processing requirements — which is why it shows up repeatedly in Shenzhen harness shops running FPV and BVLOS cable programs.
| Parameter | CS-5507 Value |
|---|---|
| Max. processing diameter | 7 mm |
| Max. stripping length | 55 mm |
| Min. stripping length | 0.1 mm |
| Max. stripping layers | 10 layers |
| Cutting length unit (precision) | 0.01 mm |
| Drive system | Ball screw drive |
| Blade material | Imported tungsten steel |
| Program storage | 99 programs |
| Power supply | 220V 50/60Hz |
| Machine dimensions | 580 × 188 × 285 mm |
| Machine weight | 24 kg |
Capability 1 — 0.01mm Precision for Micro-Coaxial Processing
The ball screw drive — a mechanism that converts motor rotation into tightly controlled linear blade movement via a recirculating ball-and-screw assembly — is what gives the CS-5507 its watchmaker's tolerance of 0.01mm incremental depth accuracy. For RG-178 with an OD of roughly 1.8mm, that means blade depth can be dialed in within a fraction of the dielectric wall thickness. Is 0.01mm overkill for consumer-grade FPV cable? For commercial surveying or defense payload applications, it's barely sufficient. The difference between a clean center conductor exposure and a scrapped connector termination often lives entirely in that margin.
Manual stripping of cables at sub-2mm diameter produces depth variance that experienced harness engineers recognize as a consistently observable root cause of termination failures on drone production lines. The CS-5507 eliminates that variance mechanically, not through operator discipline.
Capability 2 — 10-Layer Stripping for Complex Shielded Structures
Double-shielded and triple-shielded cable constructions are no longer exotic — they're increasingly standard in RF-dense UAV platforms where EMI rejection requirements have tightened. The CS-5507 chews through up to 10 stripping layers in a single automatic cycle, walking through each structural layer — outer jacket, braided shield, foil shield, dielectric, center conductor — in one programmed sequence without re-fixturing. For military-grade harnesses and high-data-rate imaging cables, that multi-layer consistency is what separates acceptable connector yield from rework-heavy batch processing.

Capability 3 — 8mm Diameter Range and 55mm Strip Length
The 8mm maximum diameter covers the practical range of coaxial cables used across commercial and industrial UAV applications — from RG-178 at 1.8mm OD through RG-316 at approximately 2.5mm, standard RG-58 at 5mm, and into the larger-diameter signal bundles used in heavy-lift platforms. The 55mm maximum stripping length accommodates the exposed-conductor requirements for SMA, MMCX, and U.FL RF connectors — standard interface types across UAV RF subsystems. In most production environments, that range handles the full harness BOM without needing a secondary machine.
Capability 4 — Imported Tungsten Steel Blades
Tungsten carbide-tipped tool steel holds its cutting edge across extended high-cycle runs where softer blade materials deflect and lose calibration. That matters specifically in coaxial cable processing, where consistent blade depth across tens of thousands of cycles is the primary driver of batch quality. Softer blades don't fail dramatically — they drift. And a blade that's drifted 0.1mm on a 1.8mm cable is already generating rejects that won't surface until connector termination inspection. The tungsten steel blades in the CS-5507 directly reduce that blade-induced depth variance — a commonly observed contributor to braid-damage scrap in high-volume FPV cable manufacturing.
Regional Market Insights: Where Drone Manufacturing Thrives
The global drone market is projected to reach USD 163.60 billion by 2030, growing at a CAGR of 14.3%. This growth is not geographically uniform — four regional clusters account for the majority of UAV coaxial cable harness production volume, each with distinct compliance requirements and equipment selection criteria.[globenewswire]
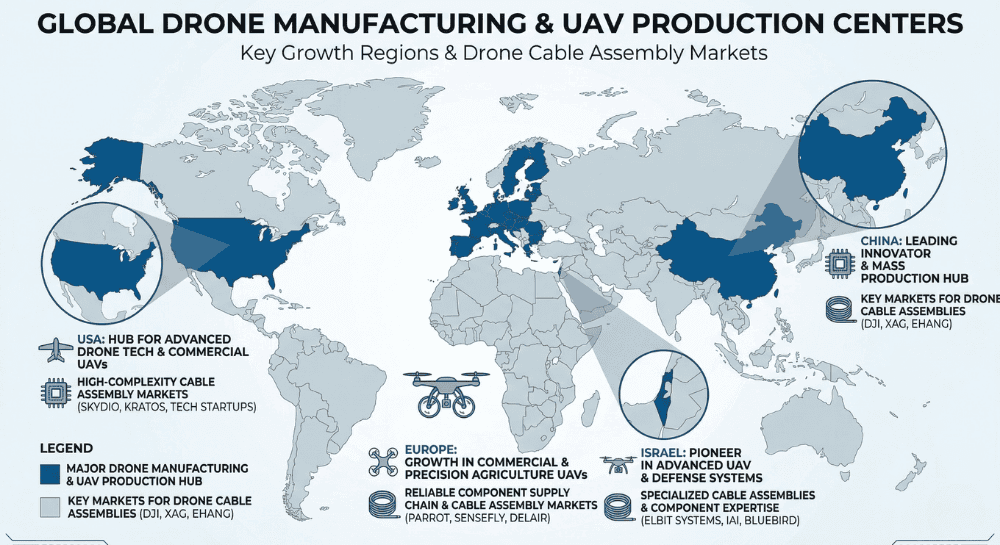
China — Shenzhen and Dongguan
China controls the majority of global drone component manufacturing, with Shenzhen serving as the primary hub for UAV electronics and harness sub-assembly. The Pearl River Delta supply chain encompasses hundreds of wire harness contractors operating under high-volume, multi-SKU production conditions that place a direct premium on programmable automatic stripping equipment with fast specification changeover. Export-bound drone harnesses from this region must meet CE marking (EU), FCC Part 15 (US), and RoHS/REACH material compliance requirements — all of which impose documented process control standards on cable assembly operations. Asia led global drone flight activity in 2024 with 6.3 million flights, reflecting 13% year-on-year growth.[droneii]
United States — California and Texas
North America accounted for over 39% of the global drone market in 2024. California hosts NDAA-compliant drone manufacturers including Skydio and Joby Aviation, while Texas has become a center for defense and agriculture UAV production. US manufacturers operating under DFARS and ITAR frameworks face strict traceability requirements — making programmable, multi-program storage equipment such as the CS-5507 operationally important for audit-ready production environments. FAA Part 107 regulations and the FAA's evolving UTM (UAS Traffic Management) standards are driving a consistent shift toward higher-specification UAV platforms requiring higher-quality harness assemblies.
Europe — Germany and France
The European drone market operates under EASA regulation and the EU U-Space framework. Germany represents the largest European UAV manufacturing market, with commercial inspection and agriculture applications concentrated in Munich and Hamburg. France serves as a defense UAV production center with harness assembly activity for major aerospace programs. All European harness assemblies are subject to CE conformity, EN wiring standards, and RoHS 3 directive (EU 2011/65/EU as amended) — compliance requirements that mandate documented process control at the cable stripping stage.
Israel
Israel's defense drone sector produces some of the highest-specification coaxial cable harnesses in the global UAV market, driven by EO/IR payload and SIGINT system requirements where signal integrity tolerances are non-negotiable. The Israeli UAV supply chain operates at a specification tier where equipment investment decisions are determined entirely by technical parameter match — specifically, the ability to process multi-layer shielded coaxial cables to exact depth tolerances across mixed-diameter production runs.
ROI and Production Efficiency
The production efficiency case for the CS-5507 is most clearly established against the two specific cost categories that manual coaxial stripping generates at scale: labor cost per cable end and rework cost per stripping-induced reject.
Automatic vs. Manual Processing: The Cycle Time Gap
Manual multi-layer coaxial stripping requires a skilled operator to execute between four and seven sequential steps per cable end — outer jacket score and removal, braid trim, foil removal, dielectric strip, and center conductor exposure — with each step subject to fatigue-driven variation across a shift. For cables with four or more layers, manual stripping cycle times of 45 to 90 seconds per end are a commonly observed baseline in harness shops transitioning from manual to automated coaxial processing. The CS-5507 executes the complete programmed stripping sequence in a single automatic cycle, reducing operator involvement to cable loading and output verification — a process model that directly reduces labor cost per unit at production volume.
99-Program Storage for Multi-SKU Drone Production
A commercial UAV platform typically requires 8 to 15 distinct coaxial cable specifications within a single harness build — each with different outer diameter, stripping length sequence, and layer depth profile. The CS-5507's 99-program storage capacity allows the complete cable specification library for a given drone platform — or for multiple platforms — to be stored and recalled without re-programming at each production run. This directly compresses changeover time between cable types, a production efficiency gain that compounds across multi-model UAV harness contracts where batch sizes are small and SKU variety is high.
Material Efficiency Through Precision Depth Control
At 0.01mm depth resolution, the CS-5507 eliminates the strip-length safety margins that manual operators add to avoid under-stripping — a practice that wastes exposed conductor length and can force connector re-termination on high-value RF cable assemblies. Precision stripping to nominal depth removes this margin requirement, contributing to measurable cable material saving per unit across high-volume drone cable assembly runs.
For production lines requiring complementary wire processing capability, the EC-805 Automatic Cable Cutting Machine or EC-810 Automatic Cable Cutting Machine provides upstream cutting process directly compatible with the CS-5507 process sequence, while the TM-20S Automatic Wire Terminal Crimping Machine and ET-12 Wire Twisting Machine provide downstream crimping and twisting processes directly compatible with the CS-5507 process sequence, extending processing coverage to standard insulated wire specifications in complete UAV harness construction.
For applications requiring high output, production line integration, and automated processing, the PF-820 Wire Prefeeding Machine, CS-9685 Coaxial Cable Cutting and Stripping Machine and CS-9680 Automatic Coaxial Cable Stripping Machine can be used together to form a complete automated processing line that is efficient, stable, and of high quality, significantly improving processing efficiency and product consistency.
Matching Stripping Precision to UAV Production Scale
Drone cable assembly has reached a production scale at which manual coaxial stripping is no longer a viable process model — not because of operator skill limitations, but because multi-layer coaxial structures require depth control and cycle-to-cycle consistency that cannot be sustained manually across high-volume production runs. The CS-5507 addresses the three specific failure modes that manual stripping introduces into UAV harness production: depth variance at the dielectric layer, braid damage from inconsistent blade pressure, and extended cycle time on multi-layer strip sequences.
For UAV manufacturers and wire harness subcontractors evaluating precision coaxial stripping equipment, the CS-5507 specification sheet, stripping layer configuration guides, and application data are available directly from Sedeke Group.
Visit the CS-5507 product page for complete technical documentation, or contact the Sedeke team at [email protected] with your cable diameter range, stripping layer count, and target throughput rate. A technical equipment selection response will be prepared based on your specific line parameters.


